TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024127950
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2024107424,2020111233
出願日
2024-07-03,2020-06-29
発明の名称
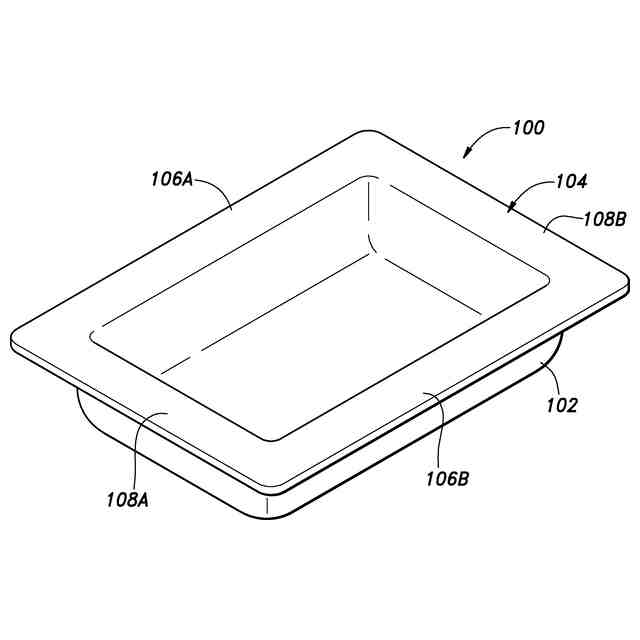
パルプモールド品の製造装置及び製造方法
出願人
株式会社ケーピープラテック
代理人
弁理士法人大島特許事務所
主分類
D21J
5/00 20060101AFI20240912BHJP(製紙;セルロースの製造)
要約
【課題】内側面及び外側面の両面が滑らかな表面のパルプモールド品を繰り返し効率よく生産すること。
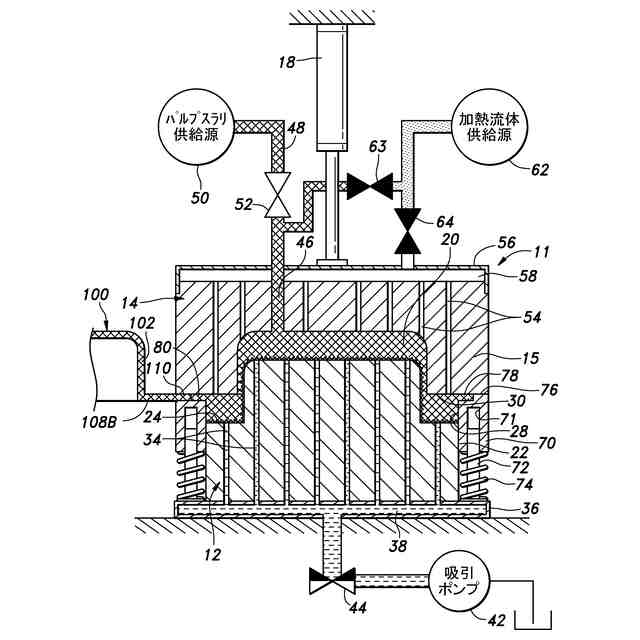
【解決手段】上下方向に沿って互いに摺動可能に嵌合する外周面22及び内周面28を有することにより、容積可変な貯容室20を画定する第1型12及び第2型14と、第2型14に、型外から貯容室20を画定する型面に至るように設けられたパルプスラリ供給通路46と、第1型12に、前記型面から前記型外に至るように設けられた複数の脱水通路34と、貯容室20にパルプスラリを受容するべく、貯容室20の容積が第1の容積となるようにする第1型締め状態、前記パルプスラリを脱水するべく、貯容室20の容積を前記第1の容積よりも小さい第2の容積となるようにする第2型締め状態、及び貯容室20を開放するべき型開き状態をとり得るように、第1型12及び第2型14を上下方向に沿って互いに変位可能に駆動する型駆動装置18と有する。
【選択図】図2
特許請求の範囲
【請求項1】
所定の軸線方向に沿って互いに摺動可能に嵌合する外周面及び内周面を有することにより、容積可変な貯容室を画定する第1型及び第2型と、
少なくとも前記第1型及び前記第2型の一方に、型外から前記貯容室を画定する型面に至るように設けられたパルプスラリ供給通路と、
少なくとも前記第1型及び前記第2型の一方に、前記型面から前記型外に至るように設けられた複数の脱水通路と、
少なくとも前記第1型及び前記第2型の一方に、前記型外から前記型面に至るように設けられた複数の加熱流体通路と、
前記貯容室にパルプスラリを受容するべく、前記貯容室の容積が第1の容積となるようにする第1型締め状態、前記パルプスラリを脱水するべく、前記貯容室の容積を前記第1の容積よりも小さい第2の容積となるようにする第2型締め状態、及び前記貯容室を開放するべき型開き状態をとり得るように、前記第1型及び前記第2型を前記所定の軸線方向に沿って互いに変位可能に駆動する型駆動装置と有するパルプモールド品の製造装置。
続きを表示(約 1,000 文字)
【請求項2】
前記第2型は、前記貯容室を画定する面を有する型本体と、前記内周面を含み、前記第1型の外周を取り囲む枠状をなし、前記型本体に対して型締め・離型方向に離接可能に且つ前記内周面が前記第1型の前記外周面に摺接して前記第1型に対して型締め・離型方向に移動可能に設けられた外郭部材とを個別に有し、
前記型本体及び前記外郭部材は、型締め・離型により互いに離接する対向面を含み、前記外郭部材の前記対向面に、前記貯容室に連通して連続成形のための連結片部を成形する拡張凹部が形成されている請求項1に記載のパルプモールド品の製造装置。
【請求項3】
前記第1型及び前記第2型は複数の前記貯容室を画定する請求項2に記載のパルプモールド品の製造装置。
【請求項4】
所定形状をなすパルプモールド品の製造方法であって、
所定の軸線方向に沿って互いに摺動可能に嵌合する外周面及び内周面を有することにより、容積可変な貯容室を画定する第1型及び第2型と、少なくとも前記第1型及び前記第2型の一方に、型外から前記貯容室を画定する型面に至るように設けられたパルプスラリ供給通路と、少なくとも前記第1型及び前記第2型の一方に、前記貯容室を画定する型面から型外に至るように設けられた複数の脱水通路と、少なくとも前記第1型及び前記第2型の一方に、前記型外から前記型面に至るように設けられた複数の加熱流体通路と、前記貯容室にパルプスラリを受容するべく、前記貯容室の容積が第1の容積となるようにする第1型締め状態、前記パルプスラリを脱水するべく、前記貯容室の容積を前記第1の容積よりも小さい第2の容積となるようにする第2型締め状態、及び前記貯容室を開放するべき型開き状態をとり得るように、前記第1型及び前記第2型を前記所定の軸線方向に沿って互いに変位可能に駆動する型駆動装置とを有する製造装置を用い、
前記第1型締め状態において、前記貯容室にパルプスラリを充填するパルプスラリ充填工程と、
前記第1型締め状態から前記第2型締め状態へ変化させ、前記脱水通路によって前記貯容室の前記パルプスラリを脱水しつつ当該パルプスラリを圧縮する圧縮脱水工程と、
前記第2型締め状態において、前記加熱流体通路から前記貯容室に向けて加熱流体を供給して前記貯容室の前記パルプスラリを乾燥させ、前記パルプモールド品を完成させる乾燥工程と、
前記型開き状態において、前記パルプモールド品を前記貯容室から取り出す離型工程とを有するパルプモールド品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はパルプモールド品の製造装置及び製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
パルプモールド品の製造装置として、抄造型の表面にパルプスラリ中のパルプを積層することにより、パルプモールド品の抄造を行い、その後に抄造型の表面に抄造されたパルプモールド品の乾燥を行うものが知られている(例えば、特許文献1、2)。
【先行技術文献】
【特許文献】
【0003】
特開平9-316800号公報
特開2006-45711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の如き製造装置により製造されるパルプモールド品は、抄造型の表面に接触する側の表面は滑らかな表面になるが、その反対の面は比較的荒い粗面になり、食品容器に適した内側面及び外側面の両面が滑らかな表面のパルプモールド品を製造することができない。
【0005】
本発明が解決しようとする課題は、内側面及び外側面の両面が滑らかな表面のパルプモールド品を繰り返し効率よく生産することである。
【課題を解決するための手段】
【0006】
本発明の一つの実施形態によるパルプモールド品の製造装置は、所定の軸線方向に沿って互いに摺動可能に嵌合する外周面及び内周面を有することにより、容積可変な貯容室を画定する第1型及び第2型と、少なくとも前記第1型及び前記第2型の一方に、型外から前記貯容室を画定する型面に至るように設けられたパルプスラリ供給通路と、少なくとも前記第1型及び前記第2型の一方に、前記型面から前記型外に至るように設けられた複数の脱水通路と、前記貯容室にパルプスラリを受容するべく、前記貯容室の容積が第1の容積となるようにする第1型締め状態、前記パルプスラリを脱水するべく、前記貯容室の容積を前記第1の容積よりも小さい第2の容積となるようにする第2型締め状態、及び前記貯容室を開放するべき型開き状態をとり得るように、前記第1型及び前記第2型を前記所定の軸線方向に沿って互いに変位可能に駆動する型駆動装置とを有する。
【0007】
この構成によれば、内側面及び外側面の両面が滑らかな表面のパルプモールド品を繰り返し効率よく生産することができる。
【0008】
上記製造装置において、好ましくは、少なくとも前記第1型及び前記第2型の一方に、前記型外から前記型面に至るように設けられた複数の加熱空気通路を有する。
【0009】
この構成によれば、圧縮脱水工程及び乾燥工程が、同一の第1型及び第2型によって行われ、製造装置の構造が簡単になる。
【0010】
上記製造装置において、好ましくは、前記第2型は、前記貯容室を画定する面を型本体と、前記内周面を含み、前記第1型の外周を取り囲む枠状をなし、前記型本体に対して型締め・離型方向に離接可能に且つ前記内周面が前記第1型の前記外周面に摺接して前記第1型に対して型締め・離型方向に移動可能に設けられた外郭部材とを個別に有し、前記型本体及び前記外郭部材は、型締め・離型により互いに離接する対向面を含み、前記外郭部材の前記対向面に、前記貯容室に連通して連続成形のための連結片部を成形する拡張凹部が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る








 特許ウォッチ
特許ウォッチ