TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024127065
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035928
出願日
2023-03-08
発明の名称
繊維強化樹脂材料の製造方法及び製造装置
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
70/50 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高強度の繊維強化樹脂材料を効率良く製造可能な繊維強化樹脂材料の製造方法及び製造装置を提供する。
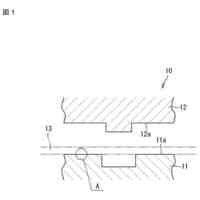
【解決手段】強化繊維2の束に樹脂材料3を含浸させた繊維強化樹脂材料の製造方法であって、強化繊維2に樹脂材料3を含浸させた第1形態の帯状材料11に対し、搬送方向に延びる第1折り目11a,11bを形成する第1工程S11と、第1形態の帯状材料11を幅方向から押圧して第1折り目11a,11bに沿って折り畳み、重なり合う面を密着させて第2形態の帯状材料12を形成する第2工程S12とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
強化繊維の束に樹脂材料を含浸させた繊維強化樹脂材料の製造方法であって、
強化繊維に樹脂材料を含浸させた第1形態の帯状材料に対し、搬送方向に延びる第1折り目を形成する第1工程と、
前記第1形態の帯状材料を幅方向から押圧して前記第1折り目に沿って折り畳み、重なり合う面を密着させて第2形態の帯状材料を形成する第2工程とを備える、繊維強化樹脂材料の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
請求項1に記載の繊維強化樹脂材料の製造方法において、
前記第1工程の前に、前記搬送方向に沿って一方向に配列した強化繊維に樹脂材料を含浸させて帯状の前記第1形態の帯状材料を形成する準備工程を備える、繊維強化樹脂材料の製造方法。
【請求項3】
請求項2に記載の繊維強化樹脂材料の製造方法において、
前記第2工程の後、前記第2形態の帯状材料に対し、前記第1工程とは異なる方向から前記搬送方向に延びる第2折り目を形成する第3工程と、
前記第2形態の帯状材料を前記第2工程とは異なる方向から押圧して前記第2折り目に沿って折り畳み、重なり合う面を密着させて第3形態の帯状材料を得る第4工程とを備える、繊維強化樹脂材料の製造方法。
【請求項4】
請求項2に記載の繊維強化樹脂材料の製造方法において、
前記第1工程は、前記搬送方向に直交する第1軸を回転軸とする第1折り目形成ローラの、周方向に形成された第1折り目形成部を、前記第1形態の帯状材料に押圧させながら回転することで前記第1折り目を形成し、
前記第2工程は、前記第1軸と交差する方向に延びる第2軸を回転軸とする第1プレスローラを回転して前記第1形態の帯状材料を押圧し、前記第1軸が延びる方向に重畳させた前記第2形態の帯状材料を形成する、繊維強化樹脂材料の製造方法。
【請求項5】
請求項3に記載の繊維強化樹脂材料の製造方法において、
前記第1工程は、前記搬送方向に直交する第1軸を回転軸とする第1折り目形成ローラの、周方向に形成された第1折り目形成部を、前記第1形態の帯状材料に押圧させながら回転することで前記第1折り目を形成し、
前記第2工程は、前記第1軸と交差する方向に延びる第2軸を回転軸とする第1プレスローラを回転して前記第1形態の帯状材料を押圧し、前記第1軸が延びる方向に重畳させた前記第2形態の帯状材料を形成し、
前記第3工程は、前記第1軸と交差する方向に延びる第3軸を回転軸とする第2折り目形成ローラの、周方向に形成された第2折り目形成部を、前記第2形態の帯状材料に押圧させながら回転することで前記第2折り目を形成し、
前記第4工程は、前記第3軸と交差する方向に延びる第4軸を回転軸とする第2プレスローラを回転して前記第2形態の帯状材料を押圧し、前記第3軸が延びる方向にさらに重畳させた前記第3形態の帯状材料を形成する、繊維強化樹脂材料の製造方法。
【請求項6】
請求項4又は5に記載の繊維強化樹脂材料の製造方法において、
前記折り目形成部は、前記搬送方向に沿って延びる凹条及び凸条であり、前記凹条及び前記凸条を有する一対の前記折り目形成ローラが、前記帯状材料を挟み込むとともに互いの前記凹条と前記凸条とを噛み合わせながら回転する、繊維強化樹脂材料の製造方法。
【請求項7】
請求項6に記載の繊維強化樹脂材料の製造方法において、
一対の前記プレスローラによって、前記帯状材料を前記折り目の両側から挟み込んで押圧し、前記折り目に沿って折り畳む、繊維強化樹脂材料の製造方法。
【請求項8】
請求項7に記載の繊維強化樹脂材料の製造方法において、
前記折り目形成ローラは、その回転軸の延びる方向に複数の前記凹条及び前記凸条を交互に有し、山型の折り目と谷型の折り目が連続する蛇腹状の帯状材料を形成する、繊維強化樹脂材料の製造方法。
【請求項9】
強化繊維の束に樹脂材料を含浸させた繊維強化樹脂材料の製造装置であって、
搬送方向に沿って一方向に配列した強化繊維に樹脂材料を含浸させて帯状にした第1形態の帯状材料を前記搬送方向へ搬送する搬送装置と、
前記搬送方向に沿って延びる第1折り目形成部を備え、前記第1形態の帯状材料へ前記第1折り目形成部を押圧する第1折り目形成部材と、
前記搬送方向において前記第1折り目形成部材よりも下流側に配置され、前記第1折り目形成部材とは異なる方向から前記第1形態の帯状材料を押圧することにより、前記搬送方向と交差する方向に重畳された第2形態の帯状材料を形成する第1プレス部材と、を備える繊維強化樹脂材料の製造装置。
【請求項10】
請求項9に記載の繊維強化樹脂材料の製造装置において、
前記搬送方向において前記第1プレス部材よりも下流側に配置され、前記搬送方向に沿って延びる第2折り目形成部を備え、前記第1折り目形成部材とは異なる方向から前記第2形態の帯状材料へ前記第2折り目形成部を押圧する第2折り目形成部材と、
前記搬送方向において前記第2折り目形成部材よりも下流側に配置され、前記第2折り目形成部材とは異なる方向から前記第2形態の帯状材料を押圧することにより、前記搬送方向と交差する方向に更に重畳された第3形態の帯状材料を形成する第2プレス部材と、を備える繊維強化樹脂材料の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
ここに開示された技術は、繊維強化樹脂材料の製造方法及び製造装置に関する技術分野に属する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
繊維強化樹脂材料は、軽量かつ高強度な材料として、様々な分野で活用されている。一般的に、繊維強化樹脂材料は、強化繊維の束を樹脂へ含浸させて生産されるが、繊維束の隙間に樹脂が充填されず空隙が残ると、材料としての特性が低下する。このような空隙を減らすために、従来、高圧で樹脂を含浸させる手法が用いられている。
【0003】
繊維強化樹脂材料の他の製造方法としては、例えば特許文献1に、強化繊維を搬送しながら含浸槽へ入れられた粉体状熱可塑性樹脂中を通過させ、一対の加熱ロールにより加熱・加圧することで樹脂と強化繊維とを一体化する製造方法が開示されている。また特許文献2には、織物のような強化繊維のウェブに接着剤が塗布された後、ウェブが切断され、積層して多層ウェブにされた後、型に挟み込まれて硬化及び成形される方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平5-57821号公報
特許2007-38678号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
空隙を減らすために高圧で樹脂を含浸させる方法は、製造効率が悪いという課題がある。特許文献1の方法は、強化繊維と樹脂が単層であるため、高い強度が必要となる部材の生産には不向きである。特許文献2の方法は、帯状材料の切断、重畳及び硬化の多段階で構成されるため、製造効率が悪く、装置の大型化も招く。
【0006】
ここに開示された技術は斯かる点に鑑みてなされたものであり、その目的とするところは、高強度の繊維強化樹脂材料を効率良く製造可能な繊維強化樹脂材料の製造方法及び製造装置を提供することにある。
【課題を解決するための手段】
【0007】
前記課題を解決するために、ここに開示された技術は、強化繊維の束に樹脂材料を含浸させた繊維強化樹脂材料の製造方法であって、強化繊維に樹脂材料を含浸させた第1形態の帯状材料に対し、搬送方向に延びる第1折り目を形成する第1工程と、前記第1形態の帯状材料を幅方向から押圧して前記第1折り目に沿って折り畳み、重なり合う面を密着させて第2形態の帯状材料を形成する第2工程とを備える構成とした。
【0008】
上記の構成によれば、簡易な一連の工程で帯状材料を折り畳み、重畳させることが可能であるため、製造効率良く高強度の繊維強化樹脂材料を形成できる。
【0009】
一実施形態では、前記第1工程の前に、前記搬送方向に沿って一方向に配列した強化繊維に樹脂材料を含浸させて帯状の前記第1形態の帯状材料を形成する準備工程を備えても良い。
【0010】
上記の構成によれば、帯状の第1形態の帯状材料の形成から重畳までを一連の工程で行うことで、より効率良く高強度の繊維強化樹脂材料を形成できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
モータ
4日前
マツダ株式会社
モータ
4日前
マツダ株式会社
鋳造装置
9日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
自動変速機の制御システム
4日前
マツダ株式会社
モータ及び車両用駆動システム
4日前
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
4日前
東レ株式会社
吹出しノズル
3日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
3か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社スリーエス
光造形装置
6か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社日本製鋼所
射出成形機
23日前
株式会社日本製鋼所
射出成形機
5か月前
日本プラスト株式会社
嵌合構造
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ