TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024125084
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023033178
出願日
2023-03-03
発明の名称
熱交換器及び熱交換器の製造方法
出願人
マレリ株式会社
代理人
弁理士法人後藤特許事務所
主分類
F28F
3/04 20060101AFI20240906BHJP(熱交換一般)
要約
【課題】熱交換器を大型化せずに熱交換性能を向上させる。
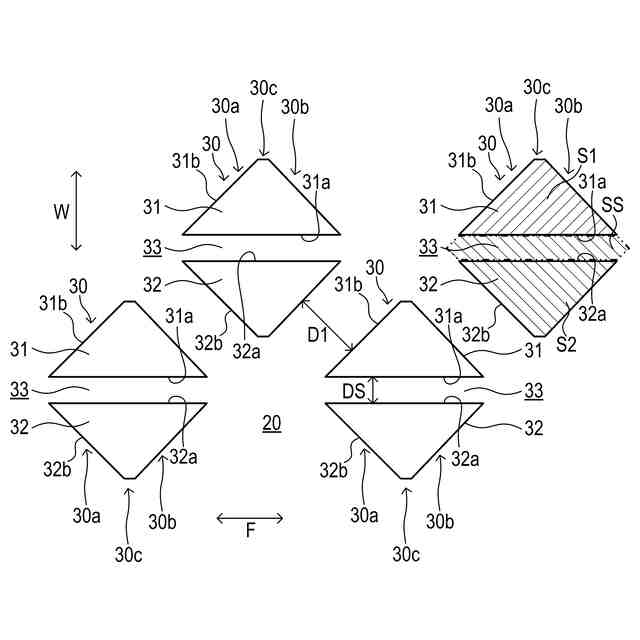
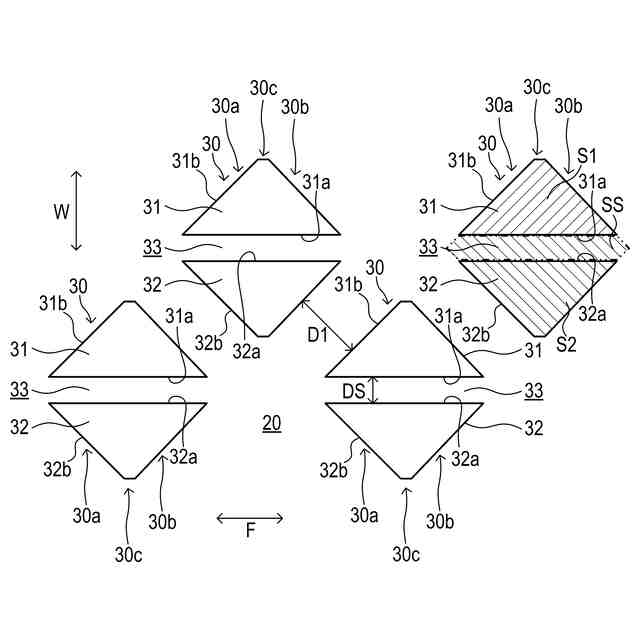
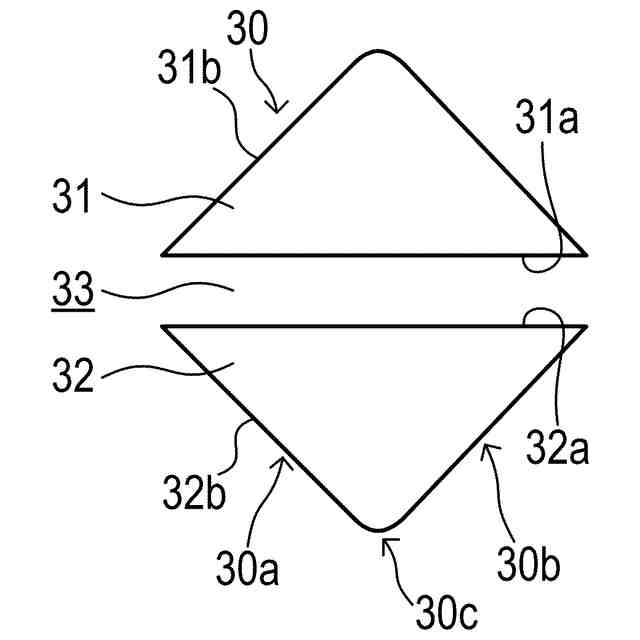
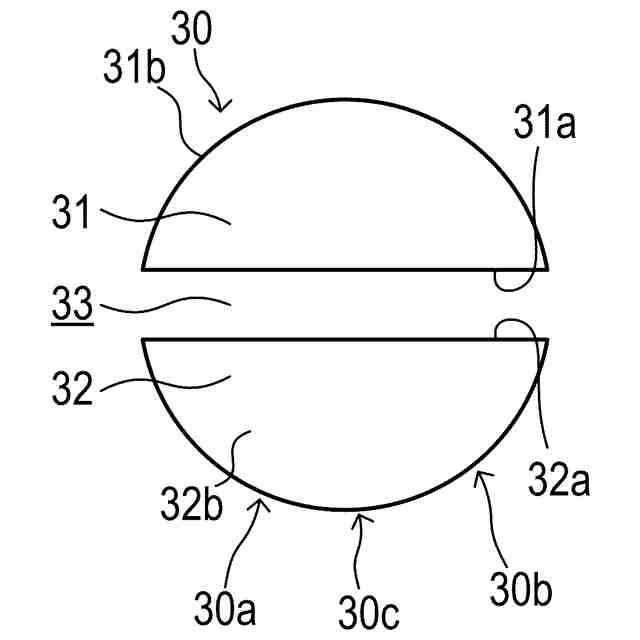
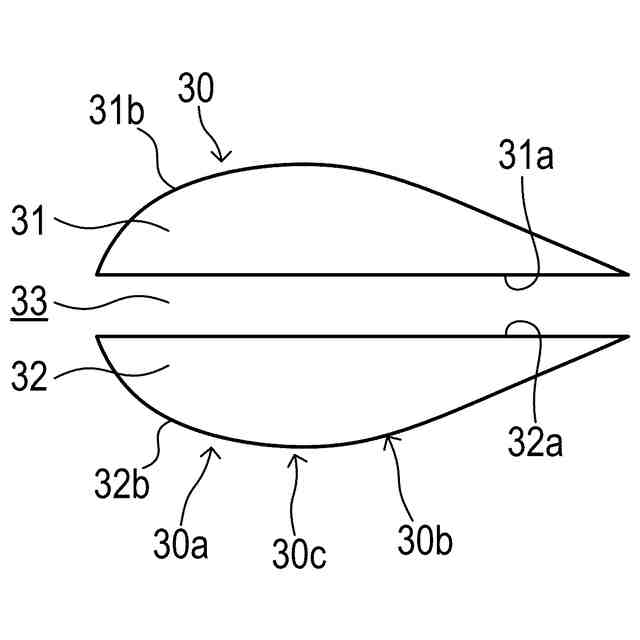
【解決手段】熱交換器1の本体部10は、第1部材11及び第2部材12の少なくとも一方に形成されて第1部材11と第2部材12とが対向する方向に突出し、冷却水が流通する流通方向に並べて設けられる複数のピン30を有し、ピン30は、流通方向に沿って直線状に設けられる第1平壁部31aと、第1平壁部31aよりも冷却水との接触面積が大きい第1長壁部31bと、を有する第1突起部31と、第1平壁部31aとの間に冷却水が流通するスリット33を形成するように対向し、流通方向に沿って直線状に設けられる第2平壁部32aと、第2平壁部32aよりも冷却水との接触面積が大きい第2長壁部32bと、を有する第2突起部32と、を有し、複数のピン30のスリット33は、流通方向に沿って直線状に並ぶように設けられる。
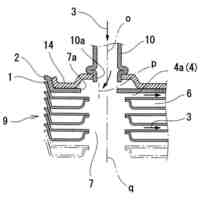
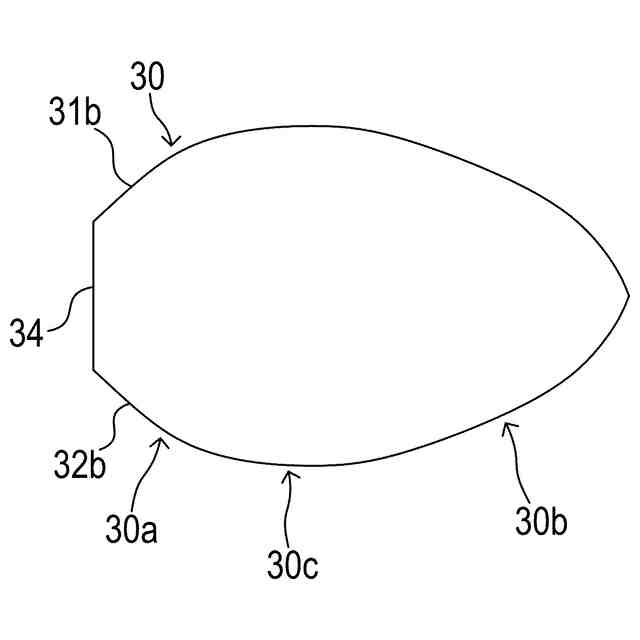
【選択図】図4
特許請求の範囲
【請求項1】
発熱体を有する被冷却デバイスとの間で流体を介して熱交換を行う熱交換器であって、
流体が流通する流路の第1壁面を有する第1部材と、前記第1壁面と対向して設けられて前記流路を形成する第2壁面を有する第2部材と、を有し、前記被冷却デバイスに連結される本体部を備え、
前記本体部は、前記第1部材及び前記第2部材の少なくとも一方に形成されて前記第1部材と前記第2部材とが対向する対向方向に突出し、流体が流通する流通方向に並べて設けられる複数の突起部を有し、
前記複数の突起部は、
前記流通方向に沿って直線状に設けられる第1平壁部と、前記第1平壁部よりも流体との接触面積が大きい第1長壁部と、を有する第1突起部と、
前記第1平壁部との間に流体が流通するスリットを形成するように対向して前記流通方向に沿って直線状に設けられる第2平壁部と、前記第2平壁部よりも流体との接触面積が大きい第2長壁部と、を有する第2突起部と、
を各々有し、
前記複数の突起部の前記スリットは、前記流通方向に沿って直線状に並ぶように設けられる、
熱交換器。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の熱交換器であって、
前記複数の突起部は、前記流通方向及び前記流路の幅方向に各々並べて設けられ、
前記複数の突起部のうち、一つの前記突起部の前記第1長壁部と隣接する他の前記突起部の前記第2長壁部との間の距離は、前記スリットにおける前記第1平壁部と前記第2平壁部との間の距離よりも大きい、
熱交換器。
【請求項3】
請求項1に記載の熱交換器であって、
前記突起部は、前記流通方向において、上流側の部位における前記流路の幅方向の幅及び下流側の部位における前記幅方向の大きさよりも、前記上流側の部位と前記下流側の部位との間の中間部の前記幅方向における大きさの方が大きい、
熱交換器。
【請求項4】
請求項3に記載の熱交換器であって、
前記突起部は、上流側と下流側とが前記中間部を挟んで対称になるように設けられ、
前記中間部は、前記上流側の部位と前記下流側の部位とを滑らかに連結する曲面状に形成される、
熱交換器。
【請求項5】
請求項1に記載の熱交換器であって、
前記複数の突起部は、前記流通方向及び前記流路の幅方向に各々並べて設けられ、
前記流通方向視で、前記流通方向の下流側に設けられる前記突起部は、前記流通方向の上流側に隣接する一対の前記突起部の間に設けられる、
熱交換器。
【請求項6】
請求項1から5のいずれか一つに記載の熱交換器であって、
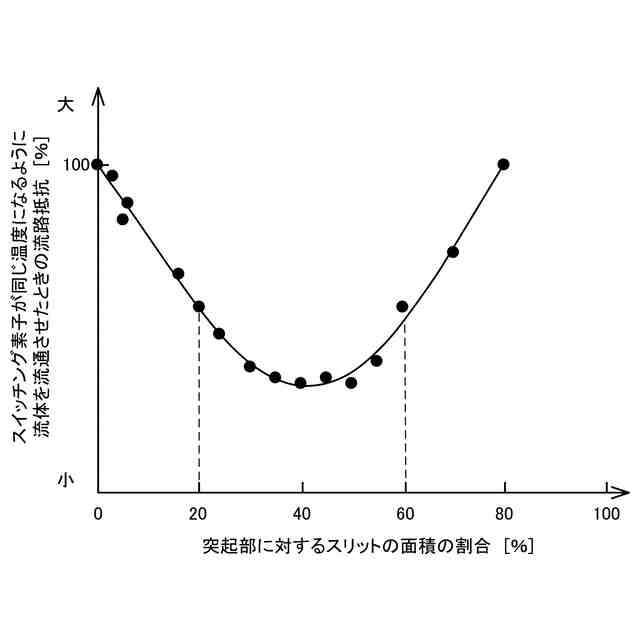
前記対向方向視で、前記スリットの面積は、前記突起部の全体の面積に対して20%以上60%以下の大きさである、
熱交換器。
【請求項7】
発熱体を有する被冷却デバイスとの間で流体を介して熱交換を行う熱交換器を製造する熱交換器の製造方法であって、
前記熱交換器は、流体が流通する流路の第1壁面を有する第1部材と、前記第1壁面と対向して設けられて前記流路を形成する第2壁面を有する第2部材と、を有し、前記被冷却デバイスに連結される本体部を備え、
前記第1部材及び前記第2部材の少なくとも一方に前記第1部材と前記第2部材とが対向する対向方向に突出する複数の突起部を、流体が流通する流通方向に並ぶように冷間鍛造によって形成する冷間鍛造工程と、
前記複数の突起部の各々に、前記流通方向に沿って直線状に設けられる第1平壁部と、前記第1平壁部と対向し、前記流通方向に沿って直線状に設けられる第2平壁部と、前記第1平壁部と前記第2平壁部との間に流体が流通するスリットと、を、前記スリットが前記流通方向に並ぶ前記複数の突起部にて直線状に並ぶように切削して形成する切削工程と、
を備える、
熱交換器の製造方法。
【請求項8】
請求項7に記載の熱交換器の製造方法であって、
前記突起部は、前記流通方向の上流端部と下流端部との少なくとも一方に前記流路の幅方向に平面状に形成される平面部を有し、
前記切削工程では、前記平面部から切削を開始する、
熱交換器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被冷却デバイスを冷却する熱交換器及びその製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、冷却用の流体の流路に複数の柱状フィンを形成し、被冷却デバイスからの熱を柱状フィンによって流体に伝えるようにした熱交換器が開示されている。
【先行技術文献】
【特許文献】
【0003】
独国特許出願公開第102011118483号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された熱交換器では、熱交換性能を向上させようとすると、流路抵抗を小さくするために流路高さ及び柱状フィンの高さを大きくする必要がある。そのため、熱交換性能の向上のために、熱交換器が大型化するおそれがある。
【0005】
本発明は、上記の問題点に鑑みてなされたものであり、熱交換器を大型化せずに熱交換性能を向上させることを目的とする。
【課題を解決するための手段】
【0006】
本発明のある態様によれば、発熱体を有する被冷却デバイスとの間で流体を介して熱交換を行う熱交換器であって、流体が流通する流路の第1壁面を有する第1部材と、前記第1壁面と対向して設けられて前記流路を形成する第2壁面を有する第2部材と、を有し、前記被冷却デバイスに連結される本体部を備え、前記本体部は、前記第1部材及び前記第2部材の少なくとも一方に形成されて前記第1部材と前記第2部材とが対向する対向方向に突出し、流体が流通する流通方向に並べて設けられる複数の突起部を有し、前記複数の突起部は、前記流通方向に沿って直線状に設けられる第1平壁部と、前記第1平壁部よりも流体との接触面積が大きい第1長壁部と、を有する第1突起部と、前記第1平壁部との間に流体が流通するスリットを形成するように対向して前記流通方向に沿って直線状に設けられる第2平壁部と、前記第2平壁部よりも流体との接触面積が大きい第2長壁部と、を有する第2突起部と、を各々有し、前記複数の突起部の前記スリットは、前記流通方向に沿って直線状に並ぶように設けられる、熱交換器が提供される。
【0007】
本発明の他の態様によれば、発熱体を有する被冷却デバイスとの間で流体を介して熱交換を行う熱交換器を製造する熱交換器の製造方法であって、前記熱交換器は、流体が流通する流路の第1壁面を有する第1部材と、前記第1壁面と対向して設けられて前記流路を形成する第2壁面を有する第2部材と、を有し、前記被冷却デバイスに連結される本体部を備え、前記第1部材及び前記第2部材の少なくとも一方に前記第1部材と前記第2部材とが対向する対向方向に突出する複数の突起部を、流体が流通する流通方向に並ぶように冷間鍛造によって形成する冷間鍛造工程と、前記複数の突起部の各々に、前記流通方向に沿って直線状に設けられる第1平壁部と、前記第1平壁部と対向し、前記流通方向に沿って直線状に設けられる第2平壁部と、前記第1平壁部と前記第2平壁部との間に流体が流通するスリットと、を、前記スリットが前記流通方向に並ぶ前記複数の突起部にて直線状に並ぶように切削して形成する切削工程と、を備える、熱交換器の製造方法が提供される。
【発明の効果】
【0008】
上記態様では、流体の流路に突出する突起部は、流体が流通する流通方向に沿って直線状に設けられる第1平壁部と、第1平壁部との間に流体が流通するスリットを形成するように対向し、流通方向に沿って直線状に設けられる第2平壁部と、を有し、複数の突起部のスリットは、流通方向に沿って直線状に並ぶように設けられる。そのため、流体がスリット内を流通するので、流路抵抗を低減させることができ、流路の高さを小さくすることができる。また、第1平壁部と第2平壁部においても流体との間で熱交換が行われるので、熱交換性能を向上させることができる。したがって、熱交換器を大型化せずに熱交換性能を向上させることができる。
【図面の簡単な説明】
【0009】
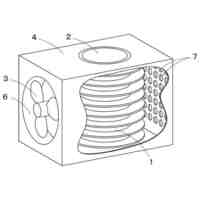
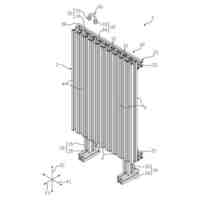
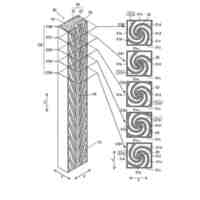
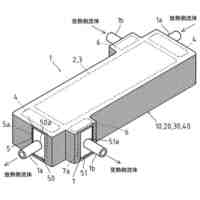
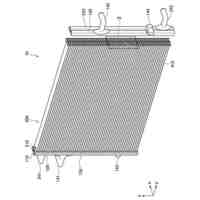
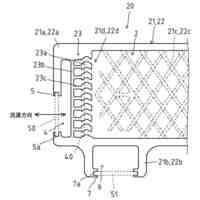
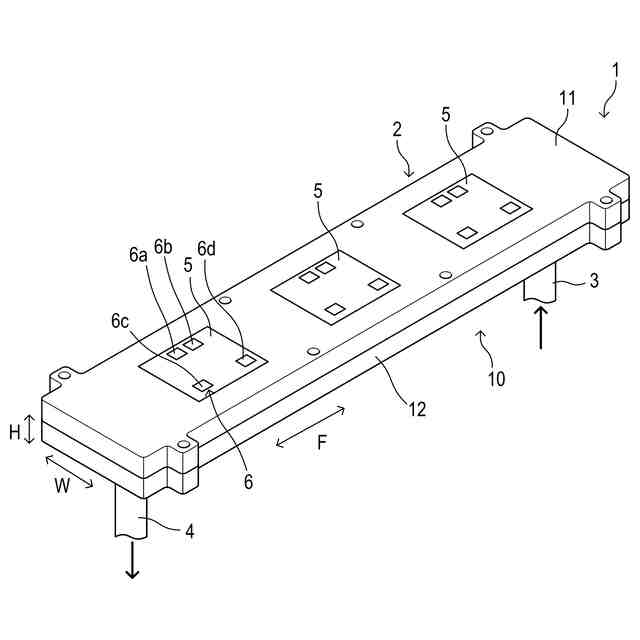
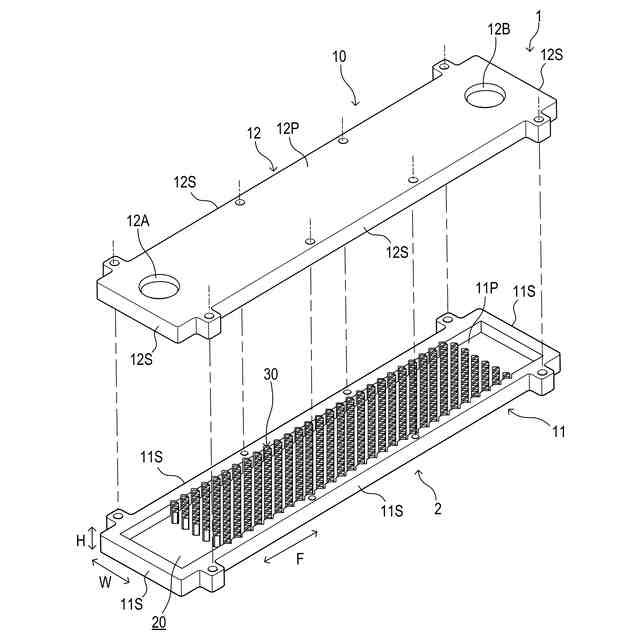
図1は、本発明の実施形態に係る熱交換器を斜め上方から見た外観斜視図である。
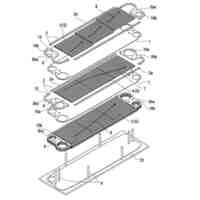
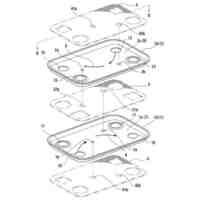
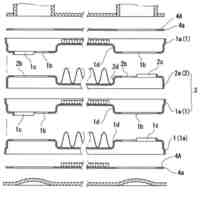
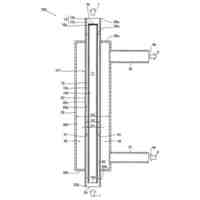
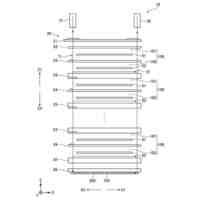
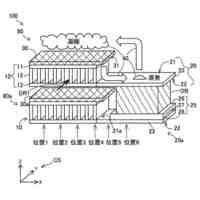
図2は、熱交換器を下方から見た分解斜視図である。
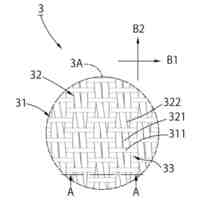
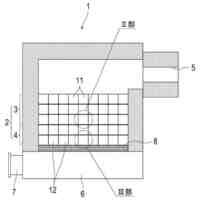
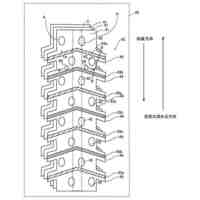
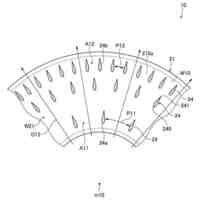
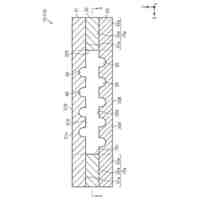
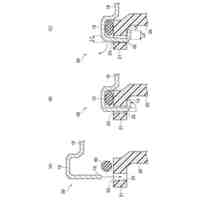
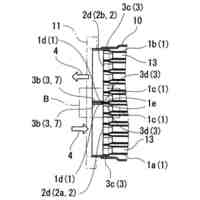
図3は、流路を形成する第1部材の表面の一部を示す底面図である。
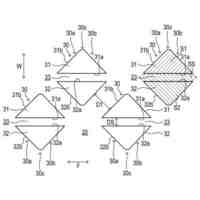
図4は、図3の一部を拡大して示す底面図である。
図5は、突起部に対するスリットの面積の割合と発熱体が同じ温度になるように流体を流通させたときの流路抵抗との関係を説明するグラフである。
図6は、第1変形例に係る突起部の底面図である。
図7は、第2変形例に係る突起部の底面図である。
図8は、第3変形例に係る突起部の底面図である。
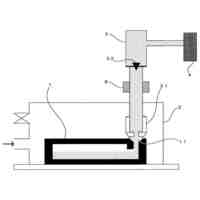
図9は、第4変形例に係る突起部の冷間鍛造工程について説明する底面図である。
図10は、第4変形例に係る突起部の切削工程について説明する底面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して、本発明の実施形態に係る熱交換器1について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マレリ株式会社
熱交換器及び熱交換器の製造方法
16日前
個人
熱交換器
11か月前
個人
熱交換器
1か月前
株式会社ティラド
積層型熱交換器
11か月前
個人
冷媒液注入及び封止方法
5か月前
マルヤス工業株式会社
熱交換器
8か月前
個人
放熱ニット網
7か月前
株式会社ティラド
熱交換器の補強構造
11か月前
ホシザキ株式会社
冷凍機器
1か月前
株式会社ティラド
プレート積層型熱交換器
7か月前
古河電気工業株式会社
構造体
3か月前
株式会社ティラド
熱交換器の誤組防止構造
8か月前
東京窯業株式会社
蓄熱体構造
2か月前
個人
輻射パネルおよびその製造方法
2か月前
株式会社ティラド
熱交換器のヘッダタンク
5か月前
株式会社ティラド
ドロンカップ型熱交換器
9日前
住友精密工業株式会社
熱交換器
5か月前
リンナイ株式会社
熱交換器
1か月前
住友精密工業株式会社
熱交換器
11か月前
リンナイ株式会社
熱交換器
1か月前
リンナイ株式会社
熱交換器
1か月前
リンナイ株式会社
熱交換器
1か月前
リンナイ株式会社
熱交換器
1か月前
リンナイ株式会社
熱交換器
1か月前
富士電機株式会社
冷却装置および蒸発器
9か月前
株式会社バルテック
プレート式熱交換器
10か月前
株式会社デンソー
熱交換器
11か月前
株式会社デンソー
熱交換器
8か月前
株式会社デンソー
熱交換器
11か月前
株式会社デンソー
熱交換器
11か月前
株式会社バルテック
プレート式熱交換器
10か月前
株式会社豊田中央研究所
冷却装置
16日前
株式会社レゾナック
熱交換器
3か月前
新光電気工業株式会社
ヒートパイプ
10か月前
日野自動車株式会社
熱交換器
7か月前
株式会社ティラド
ヘッダプレートレス型熱交換器
12か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ