TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024119426
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026313
出願日
2023-02-22
発明の名称
透明部材の検査方法、検査装置、及び検査プログラム
出願人
帝人株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
21/896 20060101AFI20240827BHJP(測定;試験)
要約
【課題】目視によらずに光学欠陥を検査することできる新規な、透明部材の検査方法、検査装置、及び検査プログラムを提供する。
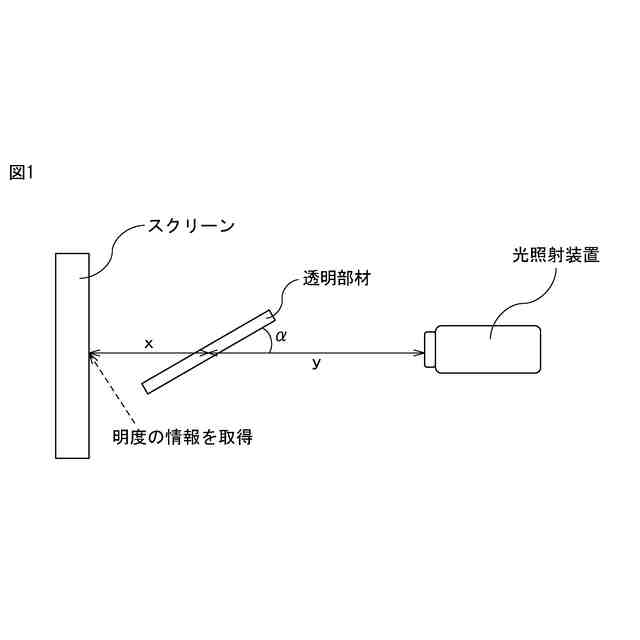
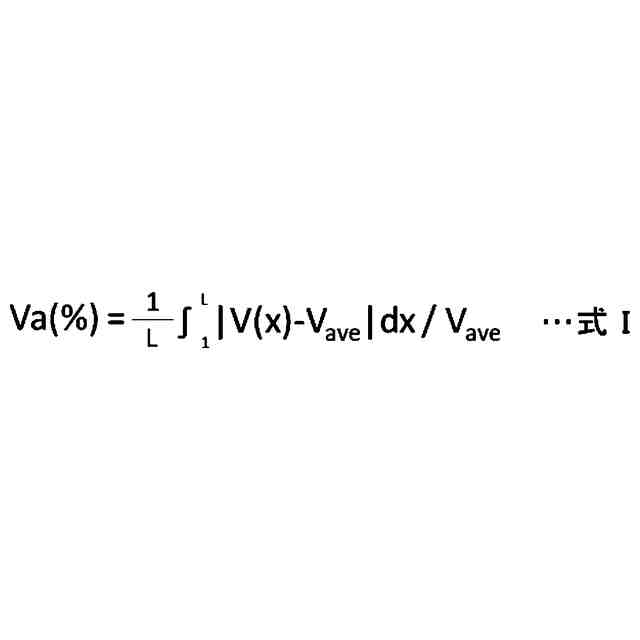
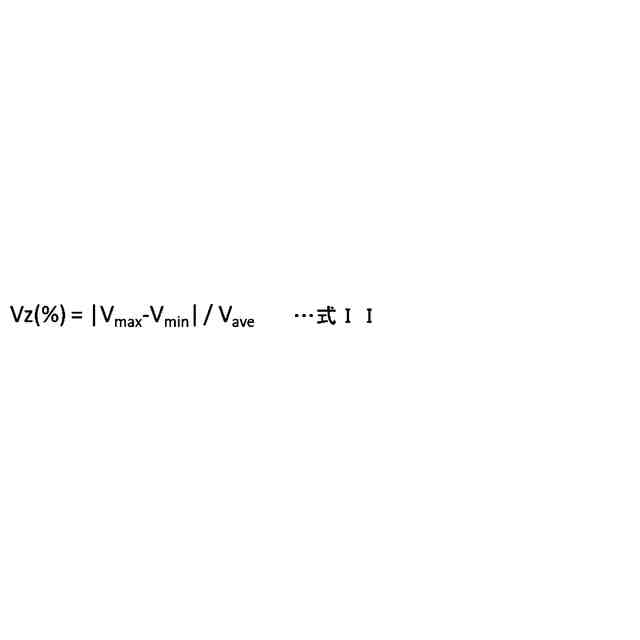
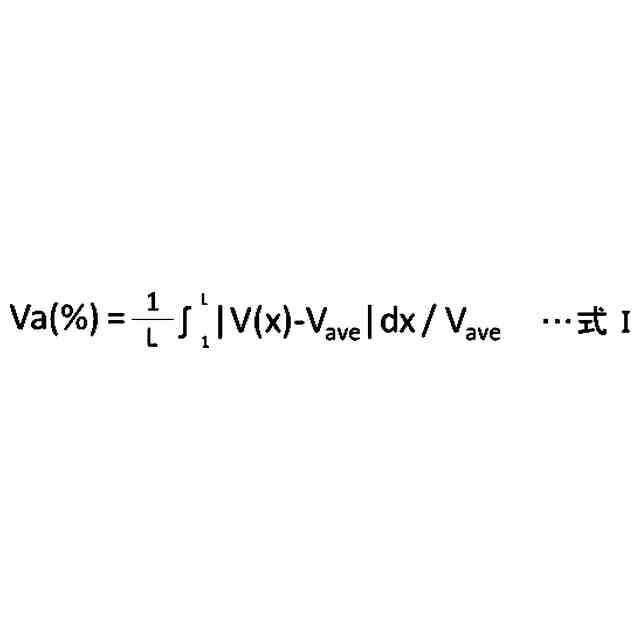
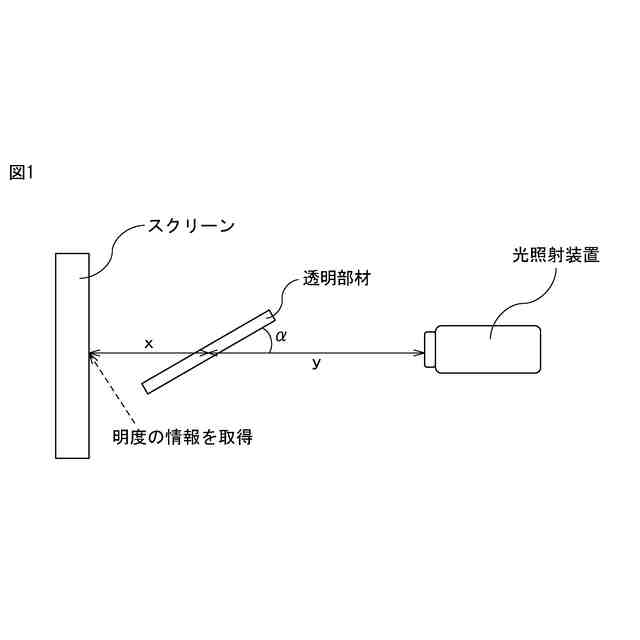
【解決手段】本開示の透明部材の検査方法は、透明部材に対して斜めから光を入射させて、透明部材を透過した透過光をスクリーンに投影すること、スクリーンに投影された透過光の明度の情報を得ること、並びに明度の情報から、透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、そして該算出した値に基づいて、透明部材における光学欠陥の検査を実施することを含む。
【選択図】図1
特許請求の範囲
【請求項1】
透明部材に対して斜めから光を入射させて、前記透明部材を透過した透過光をスクリーンに投影すること、
前記スクリーンに投影された前記透過光の明度の情報を得ること、並びに
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、そして該算出した値に基づいて、前記透明部材における光学欠陥の検査を実施すること、
を含む、透明部材の検査方法。
続きを表示(約 950 文字)
【請求項2】
前記透明部材が、樹脂シート、及びガラスシートからなる群から選択される少なくとも一種のシート部材である、請求項1に記載の検査方法。
【請求項3】
前記シート部材の厚さが、100μm以上である、請求項2に記載の検査方法。
【請求項4】
前記光の入射角度が、前記透明部材の検査面に対して15°~45°である、請求項1又は2に記載の検査方法。
【請求項5】
前記光の入射角度が、検査において、前記透明部材の検査面に対して一定の角度に保持されている、請求項3に記載の検査方法。
【請求項6】
前記透明部材の製造工程のインライン及びオフラインの少なくとも一方において実施する、請求項1又は2に記載の検査方法。
【請求項7】
前記透明部材を用いて物品を製造する製造工程のインライン及びオフラインの少なくとも一方において実施する、請求項1又は2に記載の検査方法。
【請求項8】
前記物品が、乗り物、内装品、外装品、電気製品、建材、鏡、眼鏡、又はゴーグルである、請求項7に記載の検査方法。
【請求項9】
透明部材に対して斜めから光を入射させる光源と、
前記透明部材を透過した透過光が投影されるスクリーンと、
前記スクリーンに投影された前記透過光の明度の情報を得る明度取得部と、
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、該算出した値に基づいて前記透明部材における光学欠陥の検査を実施する光学欠陥検査部と
を含む、透明部材の検査装置。
【請求項10】
透明部材に対して斜めから光を入射させて前記透明部材を透過させた透過光によってスクリーンに投影された透過光の明度の情報を得る処理と、
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、該算出した値に基づいて前記透明部材における光学欠陥の検査を実施する処理と
をコンピュータに実行させる、透明部材の検査プログラム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、透明部材の検査方法、検査装置、及び検査プログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、光学フィルム及びガラスなどを検査するための検査装置及び検査方法が種々開発されている。
【0003】
例えば、特許文献1には、検査対象フィルムの目視検査用観察装置において、前記検査対象フィルムを曲面状態で支持する曲面支持手段と、曲面状態で支持された前記検査対象フィルムを照明する光源とを備える、フィルムの目視検査用観察装置が開示されている。
【0004】
特許文献2には、ガラス板を撮像した撮像画像を取得する画像取得部と、ガラス板に発生した欠陥の位置及び範囲を推論するように、当該位置及び範囲を学習した学習済モデルに、前記撮像画像を入力して得られる推論結果における前記範囲のサイズを、撮像された前記ガラス板に発生した欠陥のサイズとして検出するサイズ検出部と、を備える検査装置が開示されている。また、特許文献2には、背景技術の項目において、従来、ガラス板の製造におけるガラス板の欠陥検査は、目視により行われていたことも開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-250551号公報
特開2022-187282号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1及び2にも記載されるように、従来、光学フィルム及びガラスなどに発生した光学欠陥は、目視で観察して検査することが一般的であった。しかしながら、従来の目視検査では、熟練度に伴う個人差が生じたり、欠陥の見逃しなどが生じたりする場合があった。
【0007】
したがって、本開示の目的は、目視によらずに光学欠陥を検査することできる新規な、透明部材の検査方法、検査装置、及び検査プログラムを提供することにある。
【課題を解決するための手段】
【0008】
〈態様1〉
透明部材に対して斜めから光を入射させて、前記透明部材を透過した透過光をスクリーンに投影すること、
前記スクリーンに投影された前記透過光の明度の情報を得ること、並びに
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、そして該算出した値に基づいて、前記透明部材における光学欠陥の検査を実施すること、
を含む、透明部材の検査方法。
〈態様2〉
前記透明部材が、樹脂シート、及びガラスシートからなる群から選択される少なくとも一種のシート部材である、態様1に記載の検査方法。
〈態様3〉
前記シート部材の厚さが、100μm以上である、態様2に記載の検査方法。
〈態様4〉
前記光の入射角度が、前記透明部材の検査面に対して15°~45°である、態様1~3のいずれかに記載の検査方法。
〈態様5〉
前記光の入射角度が、検査において、前記透明部材の検査面に対して一定の角度に保持されている、態様3に記載の検査方法。
〈態様6〉
前記透明部材の製造工程のインライン及びオフラインの少なくとも一方において実施する、態様1~5のいずれかに記載の検査方法。
〈態様7〉
前記透明部材を用いて物品を製造する製造工程のインライン及びオフラインの少なくとも一方において実施する、態様1~5のいずれかに記載の検査方法。
〈態様8〉
前記物品が、乗り物、内装品、外装品、電気製品、建材、鏡、眼鏡、又はゴーグルである、態様7に記載の検査方法。
〈態様9〉
透明部材に対して斜めから光を入射させる光源と、
前記透明部材を透過した透過光が投影されるスクリーンと、
前記スクリーンに投影された前記透過光の明度の情報を得る明度取得部と、
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、該算出した値に基づいて前記透明部材における光学欠陥の検査を実施する光学欠陥検査部と
を含む、透明部材の検査装置。
〈態様10〉
透明部材に対して斜めから光を入射させて前記透明部材を透過させた透過光によってスクリーンに投影された透過光の明度の情報を得る処理と、
前記明度の情報から、前記透明部材の明度ばらつきVa(%)及び最大明度差Vz(%)からなる群から選択される少なくとも一種を算出し、該算出した値に基づいて前記透明部材における光学欠陥の検査を実施する処理と
をコンピュータに実行させる、透明部材の検査プログラム。
【発明の効果】
【0009】
本開示によれば、目視によらずに光学欠陥を検査することできる新規な、透明部材の検査方法、検査装置、及び検査プログラムを提供することができる。
【図面の簡単な説明】
【0010】
図1は、本開示の一実施態様の検査方法の概略図である。
図2の(a)は、不良レベルの横縞状の光学欠陥を有する樹脂シートを本開示の検査方法で検査したときの投影画像であり、(b)は、合格レベルの横縞状の光学欠陥を有する樹脂シートを本開示の検査方法で検査したときの投影画像である。
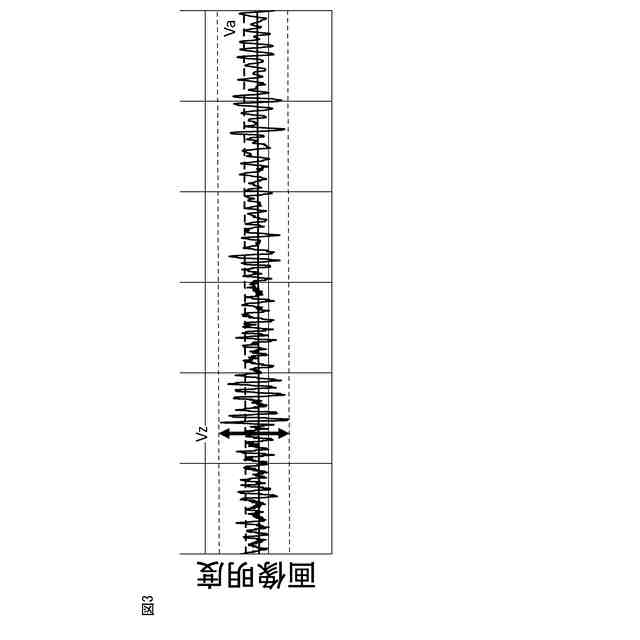
図3は、投影画像から入手した明度の情報に関するグラフである。
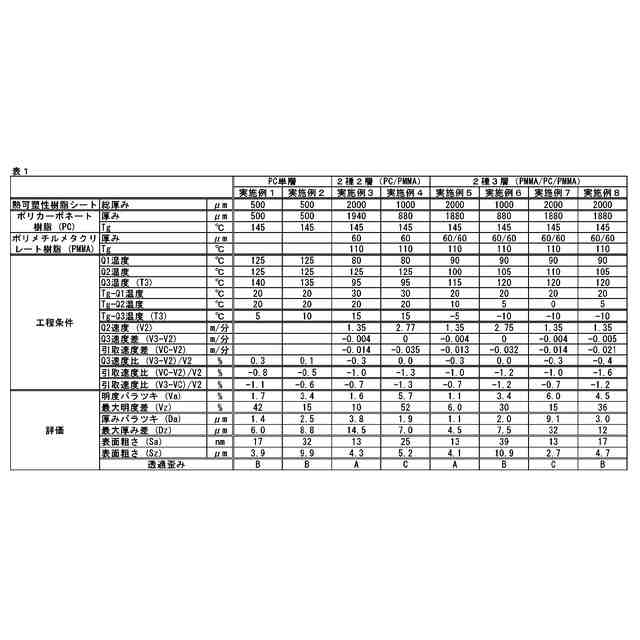
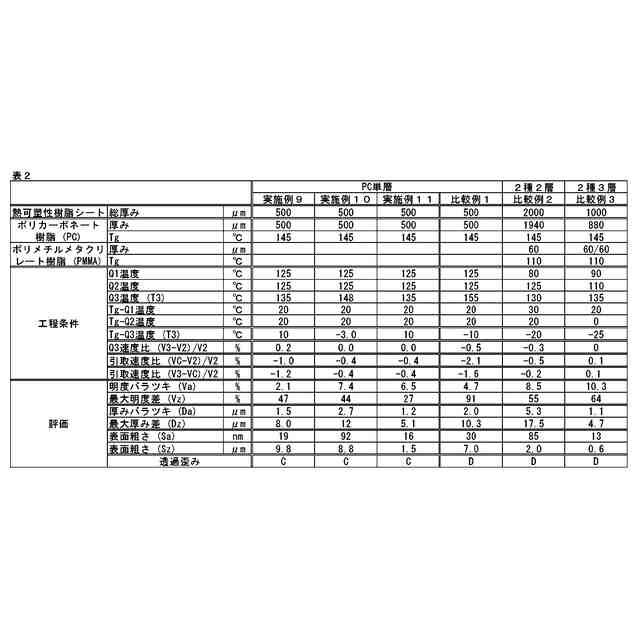
図4は、透明部材である熱可塑性樹脂シートの総厚み及び最大明度差に関するグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ