TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024090402
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206291
出願日
2022-12-23
発明の名称
樹脂成形体の再利用方法
出願人
株式会社アイシン
代理人
弁理士法人プロスペック特許事務所
主分類
B29B
17/02 20060101AFI20240627BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】処理効率が高く、力学的特性に優れる樹脂成形体を製造できる樹脂成形体の再利用方法を提供する。
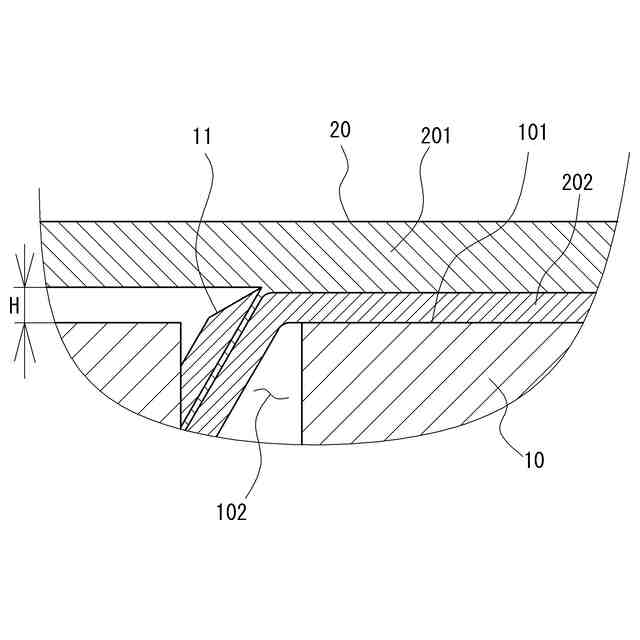
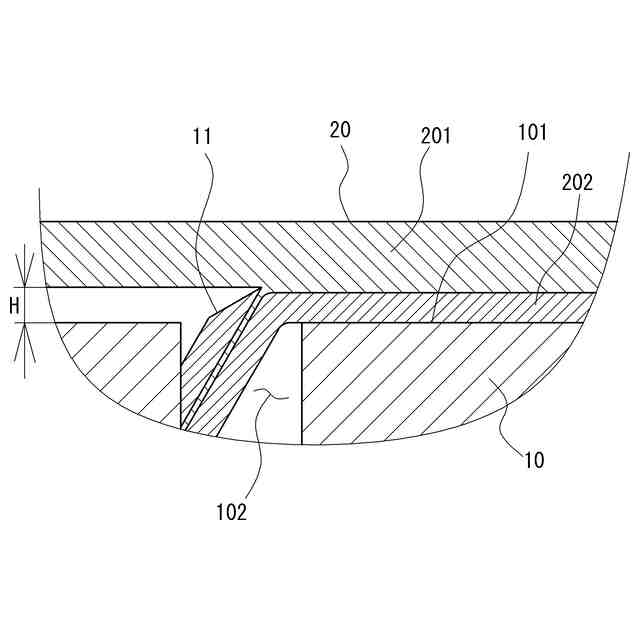
【解決手段】樹脂成形体20の再利用方法は、樹脂材料を含む基材201と基材201の表面に設けられた機能層202とを有する樹脂成形体20の表面を切削することにより、樹脂成形体20から機能層202の少なくとも一部を分離する分離工程を含む。
【選択図】図1B
特許請求の範囲
【請求項1】
樹脂材料を含む基材と前記基材の表面に設けられた機能層とを有する樹脂成形体の表面を切削することにより、前記樹脂成形体から前記機能層の少なくとも一部を分離する分離工程を含む、樹脂成形体の再利用方法。
続きを表示(約 900 文字)
【請求項2】
請求項1に記載の樹脂成形体の再利用方法であって、
前記分離工程において前記機能層の少なくとも一部が分離された樹脂成形体を含む原料から別の樹脂成形体を製造する工程を含む、樹脂成形体の再利用方法。
【請求項3】
請求項1または請求項2に記載の樹脂成形体の再利用方法であって、
前記分離工程にはナイフ加工法が適用される、樹脂成形体の再利用方法。
【請求項4】
請求項3に記載の樹脂成形体の再利用方法であって、
前記分離工程は、前記樹脂成形体を載置可能な盤面が設けられた台と、前記盤面から突出する刃とを備える設備を用いて実施され、
前記樹脂成形体の前記機能層が設けられる表面を前記盤面に押し付けながら、前記盤面と前記樹脂成形体とを前記盤面に平行な方向に相対移動させることにより、前記刃によって前記樹脂成形体の前記機能層の少なくとも一部を前記樹脂成形体から分離する工程である、樹脂成形体の再利用方法。
【請求項5】
請求項4に記載の樹脂成形体の再利用方法であって、
前記盤面からの前記刃の突出高さは、0mm以上0.1mm以下である、樹脂成形体の再利用方法。
【請求項6】
請求項4に記載の樹脂成形体の再利用方法であって、
前記樹脂成形体と前記盤面との相対移動方向に対する前記刃の長尺方向とは、前記盤面に直角な方向視において所定の角度で傾斜している、樹脂成形体の再利用方法。
【請求項7】
請求項6に記載の樹脂成形体の再利用方法であって、
前記所定の角度は15度以上45度以下である、樹脂成形体の再利用方法。
【請求項8】
請求項4に記載の樹脂成形体の再利用方法であって、
前記分離工程における前記樹脂成形体の表面温度は-20℃以上60℃以下である、樹脂成形体の再利用方法。
【請求項9】
請求項1に記載の樹脂成形体の再利用方法であって、
前記基材層はポリカーボネートを含有する、樹脂成形体の再利用方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形体の再利用方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来は金属製が一般的であった自動車用部品において、金属から樹脂への置き換えにより軽量化を図りつつ、耐擦傷性や意匠性を付与するために、表面にコーティング膜や塗膜などといった機能層が設けられた樹脂成形体の使用が拡大している。同時に、近年のサーキュラーエコノミーへの関心の高まりを背景に、樹脂成形体のプレコンシューマ材料やポストコンシューマ材料を利用する技術へのニーズも高まっている。しかしながら、前記のような機能層を有する樹脂成形体から当該機能層を分離せずに再利用すると、再利用して製造された新たな樹脂成形体の力学特性が低下することがある。
【0003】
樹脂成形体から機能層を分離する方法として、特許文献1には、塗装された樹脂製の自動車バンパーにおいて、当該自動車バンパーをロールでプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラスト処理を施すブラスト工程とを備えることを特徴とし、機能層である塗膜を樹脂成形体である自動車バンパーから効率よく分離する方法が開示されている。また、特許文献2には、熱可塑性樹脂成形体の表面に研磨剤を噴射することによりブラスト加工を施す表面加工方法が開示されている。
【0004】
しかしながら、特許文献1の方法では、ロールでプレスするプレス工程において樹脂成形体に加圧せん断力が加わることによってせん断発熱が生じることがある。この場合、例えば表面の機能層が軟化しやすい材料からなると、機能層がロールに付着して処理効率が著しく低下する懸念があった。また、特許文献1には、機能層を分離した後の樹脂成形体を再利用する方法は記載されていない。一方、特許文献2には、ブラスト加工による熱可塑性樹脂成形体の表面加工方法についての記載はあるが、加工後の樹脂成形体を再利用する方法の記載はない。
【先行技術文献】
【特許文献】
【0005】
特開2012-187466号公報
特開平8-323858号公報
【発明の概要】
【0006】
(発明が解決しようとする課題)
上記実情に鑑み、本発明が解決しようとする課題は、表面に機能層を有する樹脂成形体から機能層の少なくとも一部を分離する分離工程を含む樹脂成形体の再利用方法であって、分離工程の処理効率が高く、かつ分離工程を経て得られた材料を用いて製造した樹脂成形体の力学的特性に優れる、樹脂成形体の再利用方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決すべく鋭意検討を行った結果、本発明に到達した。すなわち本発明は、
[1]樹脂材料を含む基材と前記基材の表面に設けられた機能層とを有する樹脂成形体の表面を切削することにより、前記樹脂成形体から前記機能層の少なくとも一部を分離する分離工程を含む、樹脂成形体の再利用方法;
[2]前記分離工程において前記機能層の少なくとも一部が分離された樹脂成形体を含む原料から別の樹脂成形体を製造する工程を含む、樹脂成形体の再利用方法;
[3]前記分離工程にはナイフ加工法が適用される、樹脂成形体の再利用方法;
[4]前記分離工程は、前記樹脂成形体を載置可能な盤面が設けられた台と、前記盤面から突出する刃とを備える設備を用いて実施され、
前記樹脂成形体の前記機能層が設けられる表面を前記盤面に押し付けながら、前記盤面と前記樹脂成形体とを前記盤面に平行な方向に相対移動させることにより、前記刃によって前記樹脂成形体の前記機能層の少なくとも一部を前記樹脂成形体から分離する工程である、樹脂成形体の再利用方法;
[5]前記盤面からの前記刃の突出高さは、0mm以上0.1mm以下である、樹脂成形体の再利用方法;
[6]前記樹脂成形体と前記盤面との相対移動方向に対する前記刃の長尺方向とは、前記盤面に直角な方向視において所定の角度で傾斜している、樹脂成形体の再利用方法;
[7]前記所定の角度は15度以上45度以下である、樹脂成形体の再利用方法;
[8]前記分離工程における前記樹脂成形体の表面温度は-20℃以上60℃以下である、樹脂成形体の再利用方法;
[9]前記基材層はポリカーボネートを含有する、樹脂成形体の再利用方法;
を提供することにより達成される。
【0008】
本発明によれば、表面に機能層を有する樹脂成形体から、機能層の少なくとも一部を分離する工程の処理効率を高くできるとともに、当該分離工程を経て得られた材料を用いて作製した新たな樹脂成形体の力学特性に優れる、樹脂成形体の再利用方法を提供できる。
【図面の簡単な説明】
【0009】
図1Aは、分離工程の例を示す平面模式図である。
図1Bは、分離工程の例を示す断面模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について説明する。ただし、本発明は以下に示す実施形態に限定されない。以下の説明では、本発明の実施形態に係る樹脂成形体の再利用方法を、単に「再利用方法」と略して記すことがある。再利用対象の樹脂成形体20は、基材201と、この基材201の表面に設けられた機能層202とを有する(詳細は後述)。そして、再利用方法には、樹脂成形体20の表面を研磨することにより、樹脂成形体20から機能層202の少なくとも一部を分離する分離工程を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ