TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086063
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200948
出願日
2022-12-16
発明の名称
塗工装置及び電池の製造方法
出願人
トヨタ自動車株式会社
,
プライムアースEVエナジー株式会社
,
プライムプラネットエナジー&ソリューションズ株式会社
代理人
個人
主分類
B05C
11/10 20060101AFI20240620BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗液の脈動を抑制することができる塗工装置等を提供する。
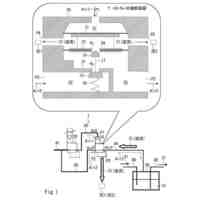
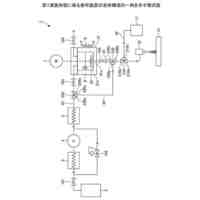
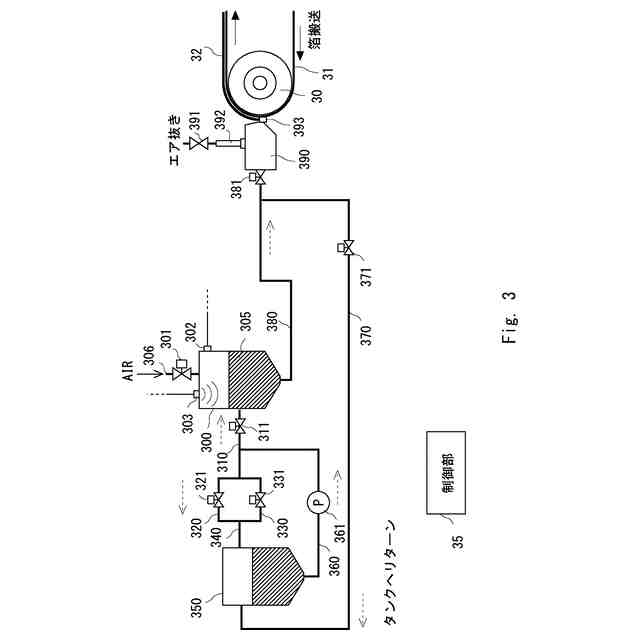
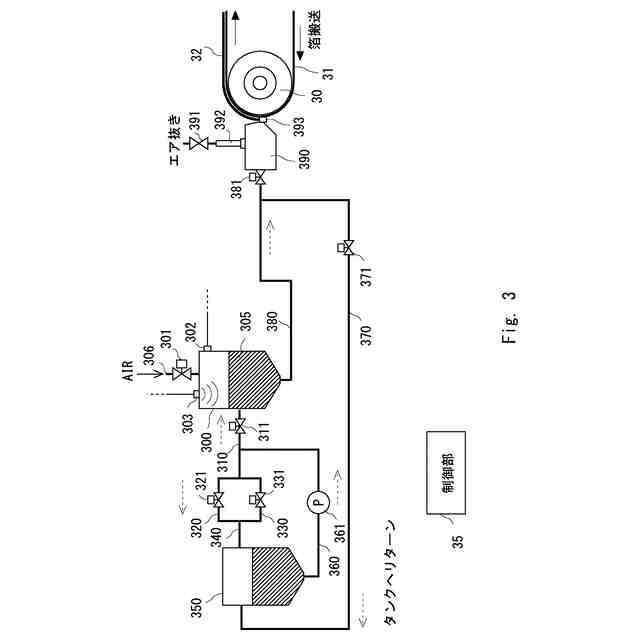
【解決手段】塗工装置は、塗工ノズル390と、塗液を格納する密閉した圧力タンク300であって、エアを供給することにより、塗液を塗工ノズルに送る圧力タンク300と、ポンプ361により圧力タンクに補充用の塗液を送るバッファタンク350と、ポンプと圧力タンクとの間に設けられた上流バルブ311と、上流バルブとバッファタンクとの間に設けられた大流量バルブ321と、大流量バルブと並列に設けられた、大流量バルブより小さい流量に対応する小流量バルブ331と、バッファタンクから圧力タンクに塗液を補充する際に、大流量バルブを開いた後、所定時間経過後に大流量バルブを閉じるとともに、上流バルブ及び小流量バルブを開き、バッファタンク内の塗液をポンプにより圧力タンクに送るように制御する制御部35と、を備える。
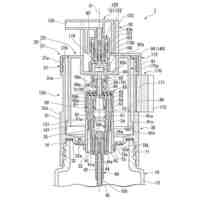
【選択図】図3
特許請求の範囲
【請求項1】
塗工ノズルと、
塗液を格納する密閉した圧力タンクであって、エアを供給することにより、当該塗液を前記塗工ノズルに送る圧力タンクと、
ポンプにより前記圧力タンクに補充用の塗液を送るバッファタンクと、
前記ポンプと前記圧力タンクとの間に設けられた上流バルブと、
前記上流バルブと前記バッファタンクとの間に設けられた大流量バルブと、
前記大流量バルブと並列に設けられた、前記大流量バルブより小さい流量に対応する小流量バルブと、
前記バッファタンクから前記圧力タンクに塗液を補充する際に、前記大流量バルブを開いた後、所定時間経過後に前記大流量バルブを閉じ、前記上流バルブ及び前記小流量バルブを開き、前記バッファタンク内の塗液を前記ポンプにより前記圧力タンクに送るように制御する制御部と、
を備える、塗工装置。
続きを表示(約 560 文字)
【請求項2】
前記ポンプは、ダイヤフラムポンプである、請求項1に記載の塗工装置。
【請求項3】
前記ダイヤフラムポンプは、10回/分以上で作動させる、請求項2に記載の塗工装置。
【請求項4】
塗工ノズルと、
塗液を格納する密閉した圧力タンクであって、エアを供給することにより、当該塗液を前記塗工ノズルに送る圧力タンクと、
ポンプにより前記圧力タンクに補充用の塗液を送るバッファタンクと、
前記ポンプと前記圧力タンクとの間に設けられた上流バルブと、
前記上流バルブと前記バッファタンクとの間に設けられた大流量バルブと、
前記大流量バルブと並列に設けられた、前記大流量バルブより小さい流量に対応する小流量バルブと、を備えた塗工装置を用いた電池の製造方法であって、
前記バッファタンクから前記圧力タンクに塗液を補充する際に、前記大流量バルブを開いた後、所定時間経過後に前記大流量バルブを閉じ、前記上流バルブ及び前記小流量バルブを開き、前記バッファタンク内の塗液を前記ポンプにより前記圧力タンクに送る、電池の製造方法。
【請求項5】
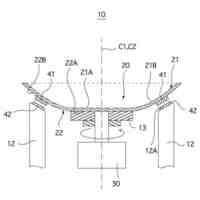
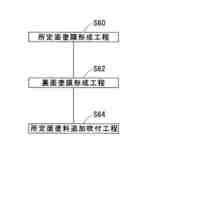
前記塗液は絶縁材であり、電池の正極の端部を当該絶縁材で塗工する、請求項4に記載の電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は塗工装置、塗工方法、及び電池の製造方法に関し、特に、脈動低減機構を備えた塗工装置及び、当該塗工装置を用いた電池の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、塗液の供給回路上に一時的に塗液を蓄えることのできるアキュムレータを設けることで、配管圧力の経時変化にも耐え、塗液供給ポンプから発生する吐出脈動による塗膜の膜厚ばらつきを低減させる塗工装置が開示されている。
【0003】
また、特許文献2には、塗工回路と循環回路を持つ塗工装置において、循環回路内に圧損調整部を構えることにより、非塗工時から塗工時に切り替えた瞬間の配管内の圧力変動(特に圧力低下)を抑制する塗工装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013‐071044号公報
特開2014‐061460号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
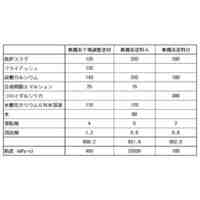
圧力タンクに塗液を補充する際に、圧力タンク内の塗液の脈動による塗膜の膜厚のばらつきを十分に抑えることができない。結果的に、Liイオン電池の正極の端部に対して、絶縁材を塗装する場合、幅精度が悪化し、電池の品質も十分満足できるものにはならない。
【0006】
本開示は、このような問題点を解決するためになされたものであり、塗液の脈動を抑制することができる塗工装置及び電池の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の一態様にかかる塗工装置は、
塗工ノズルと、
塗液を格納する密閉した圧力タンクであって、エアを供給することにより、当該塗液を前記塗工ノズルに送る圧力タンクと、
ポンプにより前記圧力タンクに補充用の塗液を送るバッファタンクと、
前記ポンプと前記圧力タンクとの間に設けられた上流バルブと、
前記上流バルブと前記バッファタンクとの間に設けられた大流量バルブと、
前記大流量バルブと並列に設けられた、前記大流量バルブより小さい流量に対応する小流量バルブと、
前記バッファタンクから前記圧力タンクに塗液を補充する際に、前記大流量バルブを開いた後、所定時間経過後に前記大流量バルブを閉じ、前記上流バルブ及び前記小流量バルブを開き、前記バッファタンク内の塗液を前記ポンプにより前記圧力タンクに送るように制御する制御部と、
を備える。
【0008】
本開示の一態様にかかる電池の製造方法は、
塗工ノズルと、
塗液を格納する密閉した圧力タンクであって、エアを供給することにより、当該塗液を前記塗工ノズルに送る圧力タンクと、
ポンプにより前記圧力タンクに補充用の塗液を送るバッファタンクと、
前記ポンプと前記圧力タンクとの間に設けられた上流バルブと、
前記上流バルブと前記バッファタンクとの間に設けられた大流量バルブと、
前記大流量バルブと並列に設けられた、前記大流量バルブより小さい流量に対応する小流量バルブと、を備えた塗工装置を用いた電池の製造方法であって、
前記バッファタンクから前記圧力タンクに塗液を補充する際に、前記大流量バルブを開いた後、所定時間経過後に前記大流量バルブを閉じ、前記上流バルブ及び前記小流量バルブを開き、前記バッファタンク内の塗液を前記ポンプにより前記圧力タンクに送る。
【発明の効果】
【0009】
本開示によれば、塗液の脈動を抑制することができる塗工装置を提供し、また、正極の端部への絶縁材の幅精度を向上させた電池の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
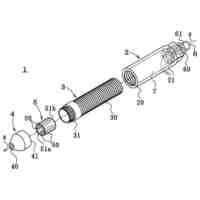
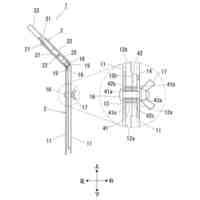
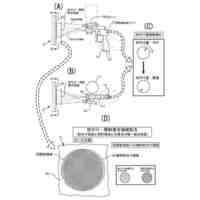
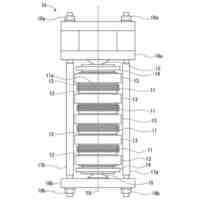
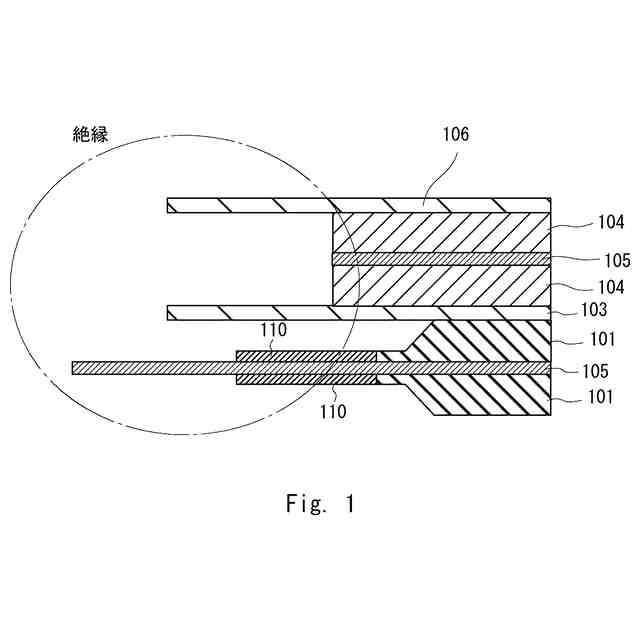
実施の形態にかかる端部絶縁材を含む電池構造の例を示す概略断面図である。
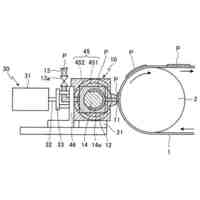
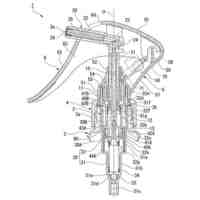
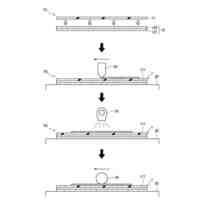
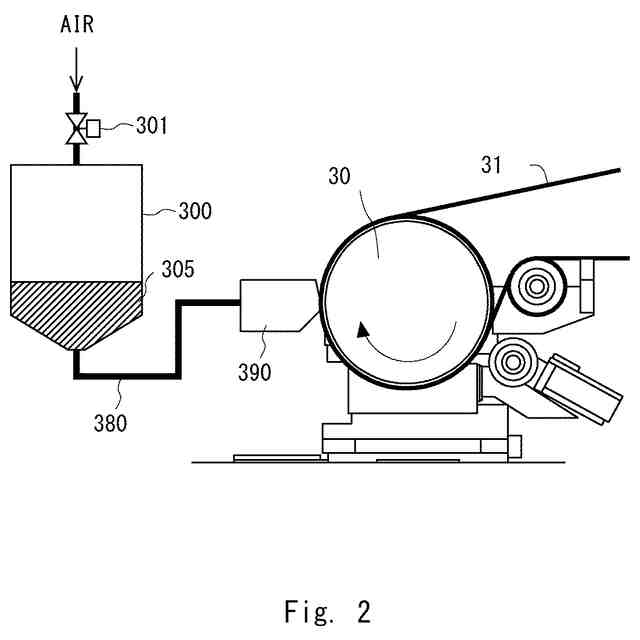
実施の形態にかかるエア圧送式塗工を説明する概略図である。
実施の形態にかかる塗工装置の構成を説明する概略図である。
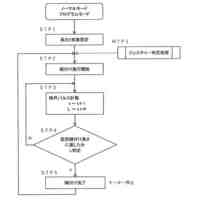
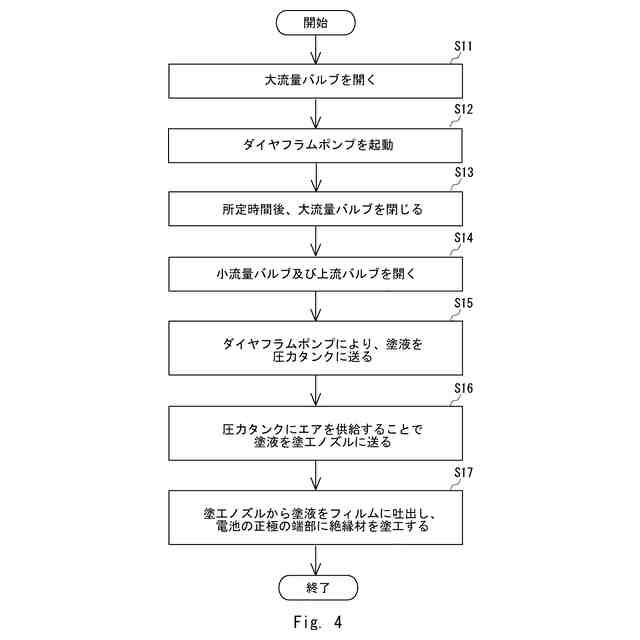
実施の形態にかかる電池の製造方法の一例を説明するフローチャートである。
実施の形態にかかる圧力タンク内の圧力の変化を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
微細霧発生装置
2か月前
ベック株式会社
塗膜剥離方法
1か月前
ベック株式会社
被膜形成方法
3か月前
ベック株式会社
塗膜形成方法
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
ベック株式会社
装飾被膜の形成方法
1か月前
KLASS株式会社
自動壁紙糊付機
10日前
トヨタ自動車株式会社
塗工装置
3か月前
株式会社山水
鋼材塗装方法
3か月前
株式会社タイショウ
ペンホルダー
今日
関西ペイント株式会社
複層塗膜形成方法
3か月前
中外炉工業株式会社
間欠塗布装置
3日前
個人
塗装用ハケ
2か月前
菊水化学工業株式会社
無機系塗料の塗装方法
24日前
株式会社リコー
塗布装置
3か月前
旭サナック株式会社
静電塗装ガン
18日前
個人
室内空間環境制御方法
3か月前
旭サナック株式会社
静電塗装ガン
18日前
株式会社丸山製作所
取付構造
1か月前
テクノ環境機器株式会社
冷却ミスト噴霧システム
24日前
株式会社吉野工業所
ポンプ装置
3か月前
株式会社吉野工業所
液体噴出器
2か月前
株式会社エス.ケーガス
電気式連続型焼付炉
2か月前
株式会社リコー
塗装システムおよび塗装方法
2か月前
大栄産業株式会社
抗菌除菌剤コーティング方法
1か月前
株式会社リコー
液体吐出ヘッド、液体吐出装置
25日前
株式会社吉野工業所
吐出器
21日前
トヨタ自動車東日本株式会社
積層塗膜形成方法
3か月前
株式会社リコー
洗浄装置および液体吐出システム
1か月前
株式会社吉野工業所
吐出容器
21日前
株式会社TMEIC
塗布治具
2か月前
株式会社SCREENホールディングス
塗工方法
今日
エステー株式会社
噴霧器
1か月前
株式会社リコー
塗装システムおよびヘッド洗浄方法
2か月前
住化農業資材株式会社
ノズル
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ