TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083725
公報種別
公開特許公報(A)
公開日
2024-06-24
出願番号
2022197701
出願日
2022-12-12
発明の名称
グラスウールシート、ガラス繊維を含む熱可塑性樹脂複合材、及びその製造方法
出願人
有限会社マー・ファクトリー
代理人
個人
主分類
B29B
15/08 20060101AFI20240617BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
高強度のグラスウールを用いたグラスウールシート、ガラス繊維を含む、従来よりも高い剛性を有する熱可塑性樹脂複合材およびその製造方法を提供することを目的とする。
【解決手段】
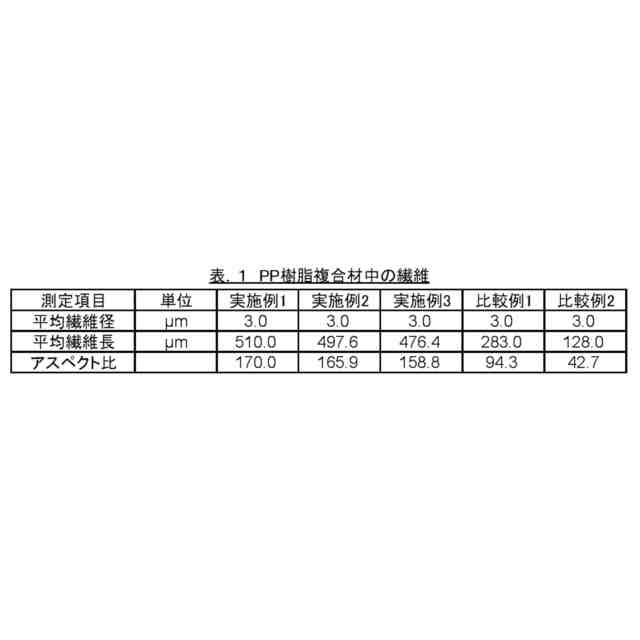
熱可塑性樹脂とガラス繊維とを含み、前記ガラス繊維は、平均繊維径が1μm以上、8μm以下であり、熱可塑性樹脂複合材中の平均繊維長が300μm以上、600μm以下であり、アスペクト比が50以上である熱可塑性樹脂複合材。
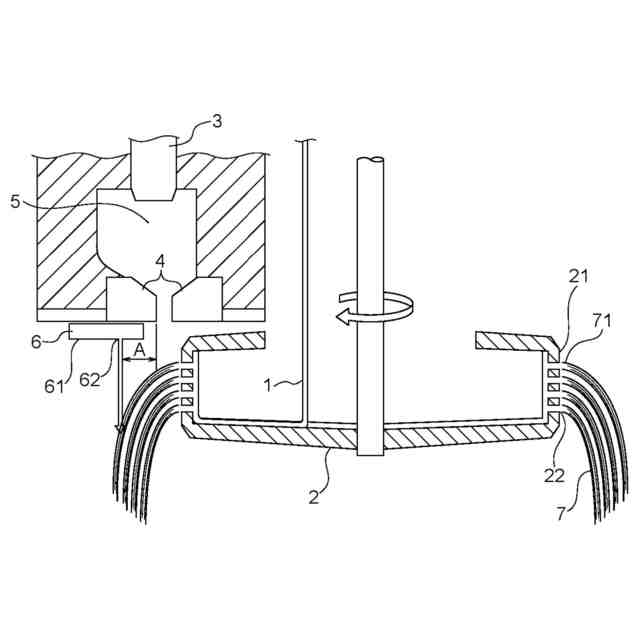
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂とグラスウール由来のガラス繊維とを含み、前記ガラス繊維は、平均繊維径が1μm以上、8μm以下であり、平均繊維長が300μm以上、600μm以下であり、アスペクト比が50以上である熱可塑性樹脂複合材。
続きを表示(約 1,200 文字)
【請求項2】
前記ガラス繊維の繊維引張強度は、900MPa以上である、請求項1に記載の熱可塑性樹脂複合材。
【請求項3】
シランカップリング剤を前記ガラス繊維の表面処理剤として含む、請求項1に記載の熱可塑性樹脂複合材。
【請求項4】
前記ガラス繊維に対するシランカップリング剤の量が0.2重量%以上、2.0重量%以下である、請求項3に記載の熱可塑性樹脂複合材料
【請求項5】
表面被覆剤を前記ガラス繊維の表面処理剤として含む、請求項1に記載の熱可塑性樹脂複合材。
【請求項6】
前記ガラス繊維に対する前記表面被覆剤の量が1.0重量%以上、5.0重量%以下である請求項5に記載の熱可塑性樹脂複合材。
【請求項7】
前記熱可塑性樹脂が、ポリエチレン(PE)、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリ酢酸ビニル(PVAc)、ポリテトラフルオロエチレン(PTFE)、アクリロニトリルブタジエンスチレン樹脂(ABS樹脂)、スチレンアクリロニトリルコポリマー(AS樹脂)、アクリル樹脂(PMMA)、ポリアミド(PA)、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m-PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、シンジオタクチックポリスチレン(SPS)、環状ポリオレフィン(COP)、ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン(PSF)、ポリエーテルサルフォン(PES)、液晶ポリマー(LCP)、非晶ポリアリレート(PAR)、ポリエーテルエーテルケトン(PEEK)、熱可塑性ポリイミド(PI)、及びポリアミドイミド(PAI)の一種又は複数から構成されている、請求項1に記載の熱可塑性樹脂複合材。
【請求項8】
平均繊維径が1μm以上、8μm以下であり、平均繊維長が2000μm以上、6000μm以下であり、繊維引張強度が900MPa以上であるガラス繊維を含むグラスウールから構成されるグラスウールシートであって、
前記グラスウールシートは、厚みが0.5mm以上、3.0mm以下であり、密度が100kg/m
3
以上、300kg/m
3
以下である、グラスウールシート。
【請求項9】
湿式抄造法または乾式抄造法によって製造される請求項8に記載のグラスウールシート。
【請求項10】
請求項8又は9に記載のグラスウールシートを、一辺の長さ2~30mmの略矩形状に切断したグラスウールシートチップ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、グラスウールシート、ガラス繊維を含む熱可塑性樹脂複合材、及びその製造方法に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
プラスチックは、軽量であるという特徴を生かして幅広くさまざまな用途に用いられている。しかしながら、弾性率が小さいために構造材としてはあまり用いられていない。軽量化は幅広い分野で求められており、例えば自動車分野では金属をプラスチックに置き換えて、軽量化による燃料消費量低減が進められている。構造材として使用する場合、前述のようにプラスチック自体は弾性率が小さいため、高弾性及び高強度であるグラスファイバーやカーボンファイバーが補強材として用いられている。
【0003】
このような繊維補強複合材は、自動車部品に限らず、電気・電子部品、航空機部品、船舶部品、建築資材などの幅広い分野に利用されている。さらなる軽量化要求があり、より薄肉化が試みられているが、一般的に補強材として使用されているグラスファイバーの繊維径は10~18μmであり、射出成形により厚みが1mm以下の薄肉成形品を作製する際、繊維が均一に分散しにくいために反りが発生する場合があり、また、繊維が表面に浮き出して外観平滑性が損なわれるという問題がある。グラスファイバーの繊維径を数μm程度に細くすることでこの問題は解決可能であるが、大幅に生産性を低下させなければ安定生産出来ないため大幅なコストアップとなる。
【0004】
ガラス繊維の態様としては、前述のような、機械的巻取り法により製造されるグラスファイバーと、遠心法や火焔法により製造されるグラスウールが挙げられる。グラスウールはグラスファイバーに比べ経済的に、繊維径を数μm程度に細くして製造することができる。特許文献1には、射出成形による薄肉成形品作製時の課題を解決する複合形成材料として、遠心法および/または火焔法により製造され、混錬前の平均繊維長が300~1000μm、繊維径が3~6μmであるガラス短繊維と熱可塑性樹脂を混錬した複合形成材料が開示されている。
さらに、特許文献2には、補強効果を改善するために、ガラス短繊維を熱可塑性樹脂温度に対し、-150~+50℃になるように加熱した上で、熱可塑性樹脂に投入することを特徴とした複合形成材料の製造方法が開示されている。
【0005】
これらの文献に記載のグラスウールは嵩高なため、予めカッターミルなどで300~1000μmに切断して嵩密度を高めてから二軸押出混錬機などへ投入している。一般的に繊維材料を熱可塑性樹脂などの補強材として用いる場合、繊維長と繊維径の比であるアスペクト比(繊維長/繊維径)が大きいほど補強効果に優れることが知られている。特許文献2では、複合形成材料中の繊維長を長くするために、あらかじめガラス短繊維を加熱してから熱可塑性樹脂に投入しているが、複合形成材料中の繊維長が最大でも300μmであり、補強効果をさらに高めるには、複合形成材料中の繊維長をより長くする必要がある。
【0006】
特許文献3には、遠心法により製造されたグラス繊維を湿式成形プロセスにより、シート状、ブロック状、及びストリップ状に製造したガラス繊維群と熱可塑性樹脂を含む、ガラス繊維強化樹脂複合材料が開示されている。しかしながら、本発明者が確認したところ、熱可塑性樹脂と混錬する前の繊維長を先行技術より数倍長くしても、ガラス繊維強化樹脂複合材料中のガラス繊維の長さがあまり改善されておらず、補強効果の改善は十分ではなかった。
【先行技術文献】
【特許文献】
【0007】
特許第5416620号公報
特許第5220934号公報
中国特許出願公開公報 CN112759794A
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、以上のような課題に鑑みてなされたものであって、高強度のグラスウールを用いたグラスウールシート、ガラス繊維を含む、従来よりも高い剛性を有する熱可塑性樹脂複合材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
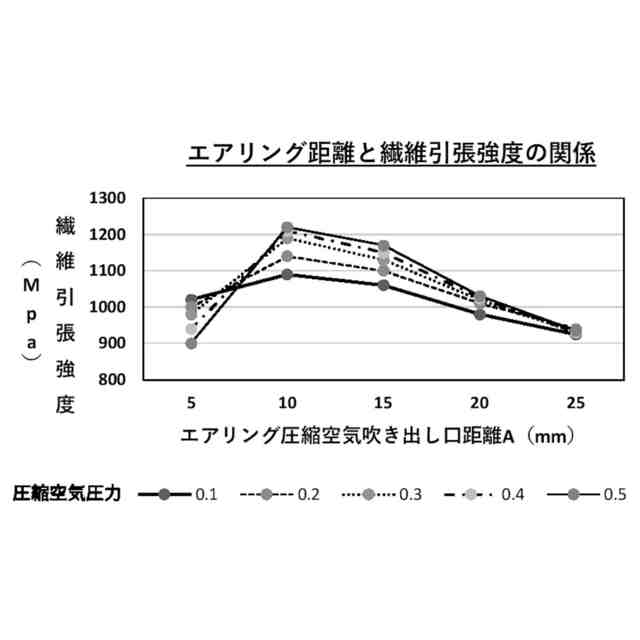
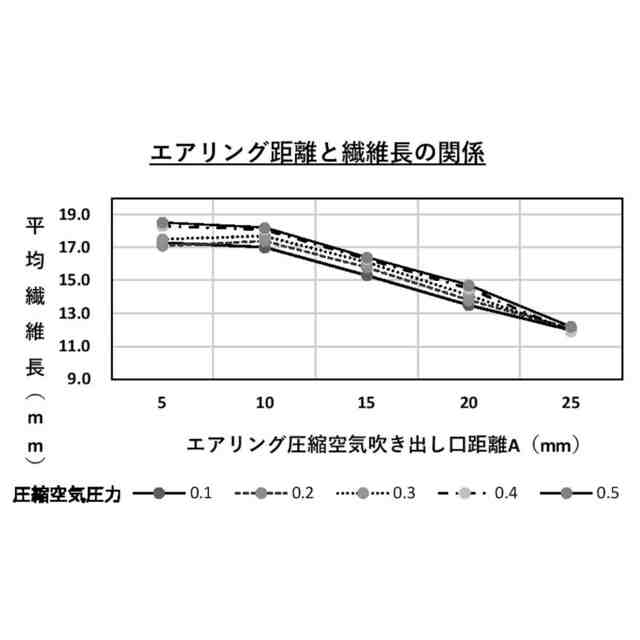
本発明者らは、上記問題を解決するために鋭意研究を行った結果、遠心法によるグラスウール製造時に圧縮空気を効果的に作用させ、ガラス繊維を急冷することにより、熱可塑性樹脂との混錬の際、回転するスクリューの剪断力によって切断されにくくなるガラス繊維を製造することができることを見出し、さらにそのグラスウール又はグラスウールシートを熱可塑性樹脂に補強材として混練することにより、補強効果の高い熱可塑性樹脂複合材を製造できることを見出し、本発明を完成するに至った。
即ち、本発明は、以下を包含する。
[1] 熱可塑性樹脂とグラスウール由来のガラス繊維とを含み、前記ガラス繊維は、平均繊維径が1μm以上、8μm以下であり、平均繊維長が300μm以上、600μm以下であり、アスペクト比が50以上である熱可塑性樹脂複合材。
[2] 前記ガラス繊維の繊維引張強度は、900MPa以上である、[1]に記載の熱可塑性樹脂複合材。
[3] シランカップリング剤を前記ガラス繊維の表面処理剤として含む、[1]に記載の熱可塑性樹脂複合材。
[4] 前記ガラス繊維に対するシランカップリング剤の量が0.2重量%以上、2.0重量%以下である、[3]に記載の熱可塑性樹脂複合材料
[5] 表面被覆剤を前記ガラス繊維の表面処理剤として含む、[1]に記載の熱可塑性樹脂複合材。
[6] 前記ガラス繊維に対する前記表面被覆剤の量が1.0重量%以上、5.0重量%以下である[5]に記載の熱可塑性樹脂複合材。
[7] 前記熱可塑性樹脂が、ポリエチレン(PE)、ポリプロピレン(PP)、ポリ塩化ビニル(PVC)、ポリ塩化ビニリデン、ポリスチレン(PS)、ポリ酢酸ビニル(PVAc)、ポリテトラフルオロエチレン(PTFE)、アクリロニトリルブタジエンスチレン樹脂(ABS樹脂)、スチレンアクリロニトリルコポリマー(AS樹脂)、アクリル樹脂(PMMA)、ポリアミド(PA)、ポリアセタール(POM)、ポリカーボネート(PC)、変性ポリフェニレンエーテル(m-PPE、変性PPE、PPO)、ポリブチレンテレフタレート(PBT)、ポリエチレンテレフタレート(PET)、シンジオタクチックポリスチレン(SPS)、環状ポリオレフィン(COP)、ポリフェニレンスルファイド(PPS)、ポリテトラフロロエチレン(PTFE)、ポリスルホン(PSF)、ポリエーテルサルフォン(PES)、液晶ポリマー(LCP)、非晶ポリアリレート(PAR)、ポリエーテルエーテルケトン(PEEK)、熱可塑性ポリイミド(PI)、及びポリアミドイミド(PAI)の一種又は複数から構成されている、[1]に記載の熱可塑性樹脂複合材。
[8] 平均繊維径が1μm以上、8μm以下であり、平均繊維長が2000μm以上、6000μm以下であり、繊維引張強度が900MPa以上であるガラス繊維を含むグラスウールから構成されるグラスウールシートであって、
前記グラスウールシートは、厚みが0.5mm以上、3.0mm以下であり、密度が100kg/m
3
以上、300kg/m
3
以下である、グラスウールシート。
[9] 湿式抄造法または乾式抄造法によって製造される[8]に記載のグラスウールシート。
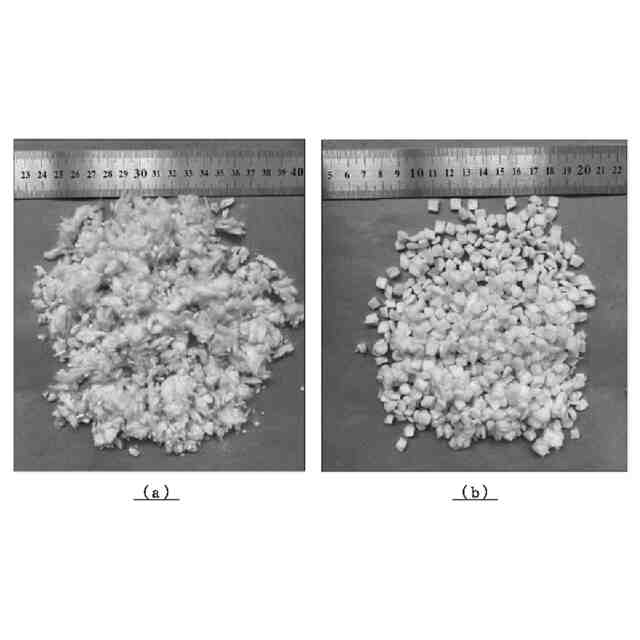
[10] [8]又は[9]に記載のグラスウールシートを、一辺の長さ2~30mmの略矩形状に切断したグラスウールシートチップ。
[11] 熱可塑性樹脂とガラス繊維とを含み、前記ガラス繊維の平均繊維長が300μm以上、600μm以下である、熱可塑性樹脂複合材の製造方法であって、
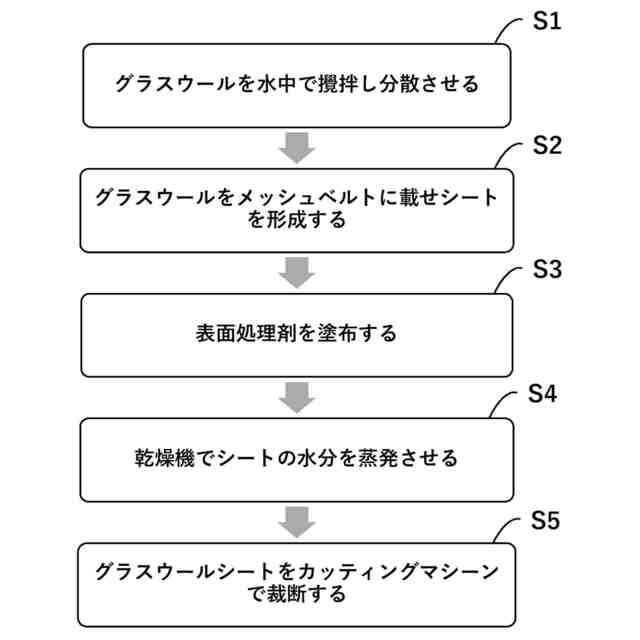
平均繊維長が2000μm以上、6000μm以下のガラス繊維を含むグラスウールを製造する工程と、
前記グラスウールから構成される、密度が100kg/m
3
以上、300kg/m
3
以下であるグラスウールシートを製造する工程と、
前記グラスウールシートを同一形状に切断し、グラスウールシートチップを製造する工程と、
前記グラスウールシートチップを加熱した熱可塑性樹脂に混合する工程とを含む、熱可塑性樹脂複合材の製造方法。
【発明の効果】
【0010】
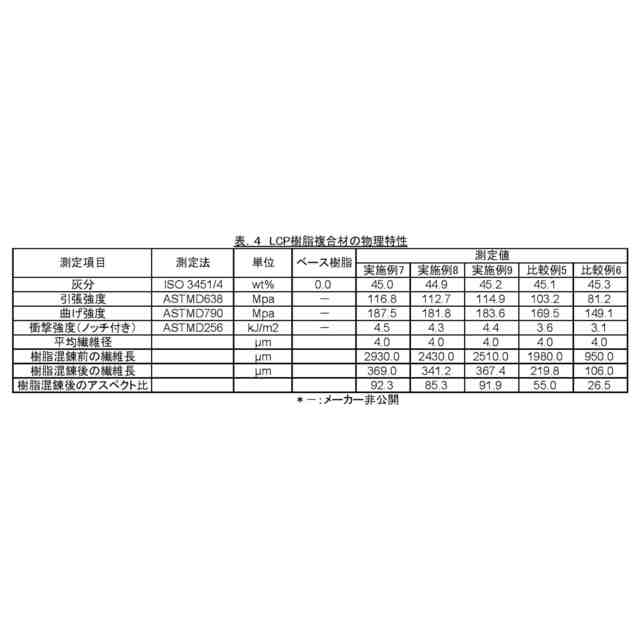
本発明の熱可塑性樹脂複合材は、高強度のグラスウールから構成されるグラスウールシートを補強材としており、グラスウール自体が高強度であることに加えて、グラスウールが高強度であるため押出混錬機などで熱可塑性樹脂に添加した際にグラスウールが切断されにくく、得られる熱可塑性樹脂複合材に含まれるガラス繊維の繊維長が300~600μmと長くなり、またアスペクト比が50以上の状態で分散されている。そのため、引張強度、曲げ強度、衝撃強度などの物理特性が従来のグラスウールを含む熱可塑性樹脂複合材よりも向上し、熱可塑性樹脂単体では困難な構造材としての使用が可能となる。高強度のグラスウールは、例えば、遠心法による製造時に圧縮空気をガラス繊維に作用させ、効果的に急冷強化することにより製造することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
11か月前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
金型の製造方法
8か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
プリプレグテープ
9日前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
積層基材の製造方法
10か月前
輝創株式会社
接合方法
8か月前
世紀株式会社
造形装置
9か月前
帝人株式会社
成形体の製造方法
2か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社日本製鋼所
押出成形装置
16日前
株式会社日本製鋼所
押出成形装置
16日前
六浦工業株式会社
接着装置
8か月前
三菱自動車工業株式会社
予熱装置
5日前
AGC株式会社
車両窓用窓ガラス
12か月前
株式会社吉野工業所
計量キャップ
9か月前
株式会社不二越
射出成形機
11か月前
東レエンジニアリング株式会社
処理装置
11か月前
グンゼ株式会社
印刷層の除去方法
8か月前
トヨタ自動車株式会社
真空成形方法
4か月前
トヨタ自動車株式会社
真空成形装置
4か月前
ダイハツ工業株式会社
3Dプリンタ
10か月前
小林工業株式会社
振動溶着機
3か月前
株式会社リコー
シート処理システム
1か月前
KTX株式会社
シェル型の作製方法
3か月前
株式会社リコー
シート処理システム
1か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
株式会社城北精工所
押出成形用ダイ
6か月前
東レ株式会社
リーフディスク型フィルター
9か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































