TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083634
公報種別
公開特許公報(A)
公開日
2024-06-21
出願番号
2024069585,2020085199
出願日
2024-04-23,2020-05-14
発明の名称
成形機
出願人
東洋機械金属株式会社
代理人
弁理士法人武和国際特許事務所
主分類
B29C
45/17 20060101AFI20240614BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】オペレータの作業効率を向上させた成形機を提供することにある。
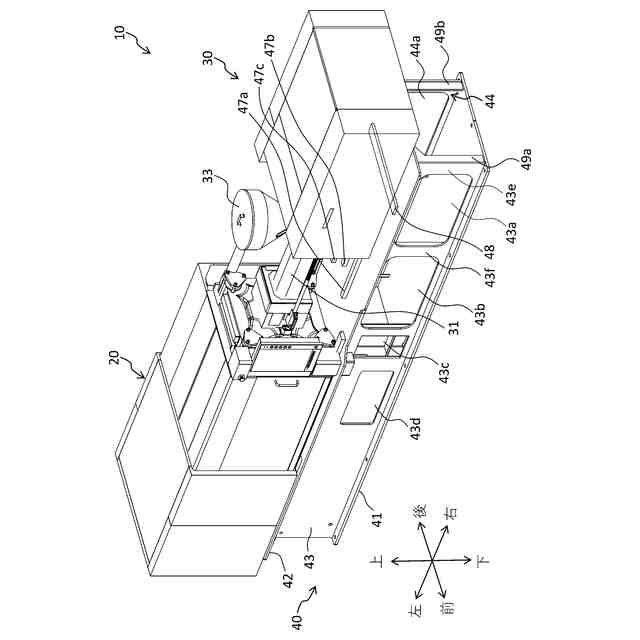
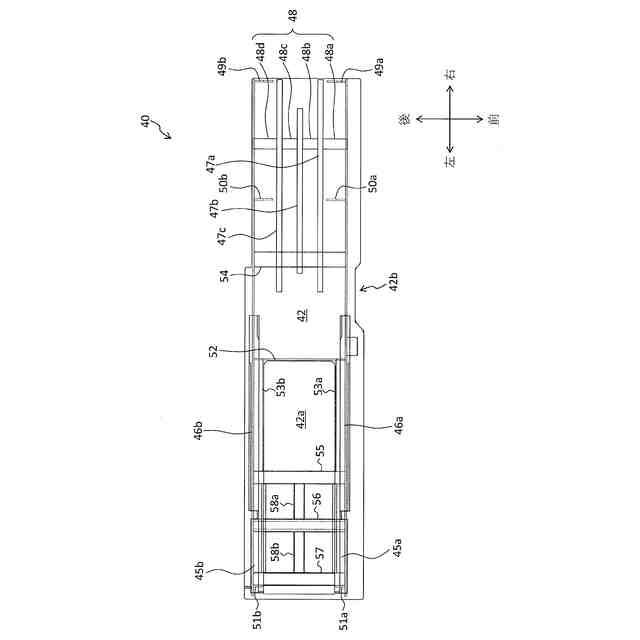
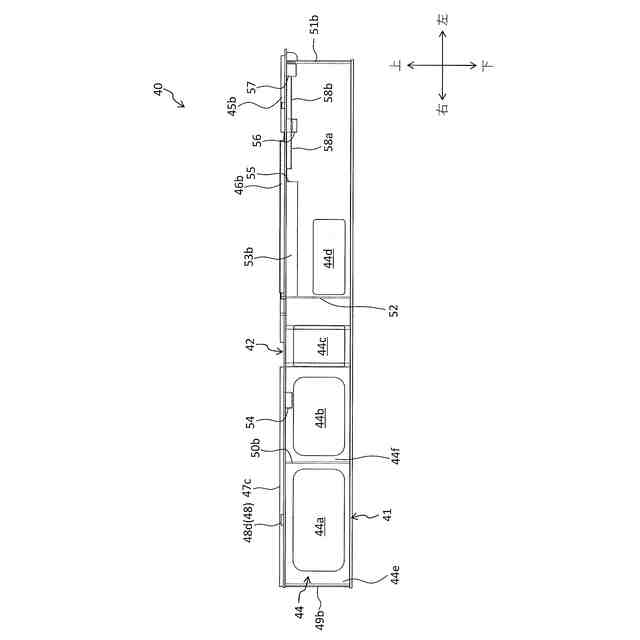
【解決手段】成形機は、金型を開閉及び型締する型締装置と、型締装置に接離する方向に移動可能で、型締装置に当接した状態で金型内に成形材料を射出する射出装置と、水平方向において互いに直交する長手方向及び短手方向のうち、長手方向の一方側で射出装置を支持し、長手方向の他方側で型締装置を支持する基台とを備える。基台は、底板と、短手方向に離間した位置で底板に立設された一対の縦板と、一対の縦板の上端に支持された天板とを備える。短手方向における天板の長さは、一対の縦板の間隔より長い。天板には、長手方向における射出装置の位置において、短手方向の端部に切り欠きが形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
金型を開閉及び型締する型締装置と、
前記型締装置に接離する方向に移動可能で、前記型締装置に当接した状態で前記金型内に成形材料を射出する射出装置と、
水平方向において互いに直交する長手方向及び短手方向のうち、前記長手方向の一方側で前記射出装置を支持し、前記長手方向の他方側で前記型締装置を支持する基台とを備える成形機であって、
前記基台は、
底板と、
前記短手方向に離間した位置で前記底板に立設された一対の縦板と、
前記一対の縦板の上端に支持された天板とを備え、
前記短手方向における前記天板の長さは、前記一対の縦板の間隔より長く、
前記天板には、前記長手方向における前記射出装置の位置において、前記短手方向の端部に切り欠きが形成されていることを特徴とする成形機。
続きを表示(約 150 文字)
【請求項2】
請求項1に記載の成形機において、
前記射出装置は、
成形材料を貯留するホッパと、
前記ホッパから供給された成形材料をノズルから射出する加熱シリンダとを備え、
前記切り欠きは、前記ホッパ及び前記ノズルに対面する位置に配置されていることを特徴とする成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形材料を金型に射出して成形品を成形する成形機に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来より、成形材料(例えば、可塑化樹脂、溶湯金属)を金型に射出して成形品を成形する成形機が知られている。このような成形機は、例えば、金型を開閉及び型締する型締装置と、型締された金型内に成形材料を射出する射出装置と、型締装置及び射出装置を支持する基台とを備える。
【0003】
特許文献1、2には、型締装置及び射出装置を安定して支持するために、基台の剛性を高める技術が開示されている。また、特許文献3、4には、成形機の動作を制御する制御装置を、基台の内部空間に収容する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-84979号公報
特開2014-61655号公報
特開2007-30463号公報
特開2010-12720号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上記構成の成形機では、ホッパに成形材料を投入する作業、ノズルから排出される成形材料を受け皿で受ける作業など、射出装置に対するオペレータの様々な作業が必要となる。
【0006】
本発明は、このような従来技術の課題を解決するためになされたものであり、その目的は、オペレータの作業効率を向上させた成形機を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するため、金型を開閉及び型締する型締装置と、前記型締装置に接離する方向に移動可能で、前記型締装置に当接した状態で前記金型内に成形材料を射出する射出装置と、水平方向において互いに直交する長手方向及び短手方向のうち、前記長手方向の一方側で前記射出装置を支持し、前記長手方向の他方側で前記型締装置を支持する基台とを備える成形機であって、前記基台は、底板と、前記短手方向に離間した位置で前記底板に立設された一対の縦板と、前記一対の縦板の上端に支持された天板とを備え、前記短手方向における前記天板の長さは、前記一対の縦板の間隔より長く、前記天板には、前記長手方向における前記射出装置の位置において、前記短手方向の端部に切り欠きが形成されていることを特徴とする。
【発明の効果】
【0008】
本発明によると、オペレータの作業効率を向上させることができる。
【図面の簡単な説明】
【0009】
本実施形態に係る射出成形機の斜視図である。
本実施形態に係る射出成形機の側面図である。
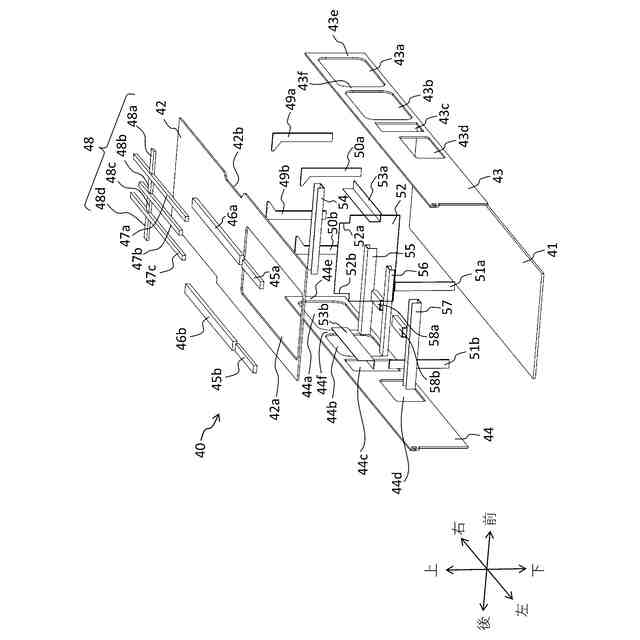
基台の分解斜視図である。
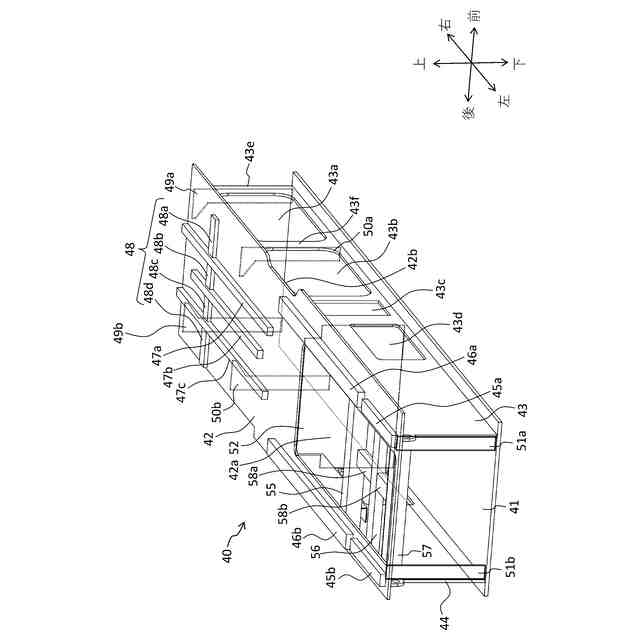
基台の斜視図である。
基台の正面図である。
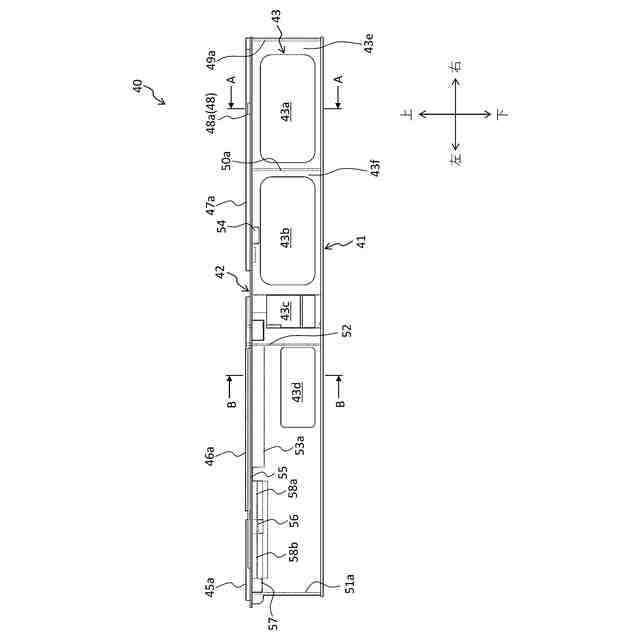
基台の平面図である。
基台の背面図である。
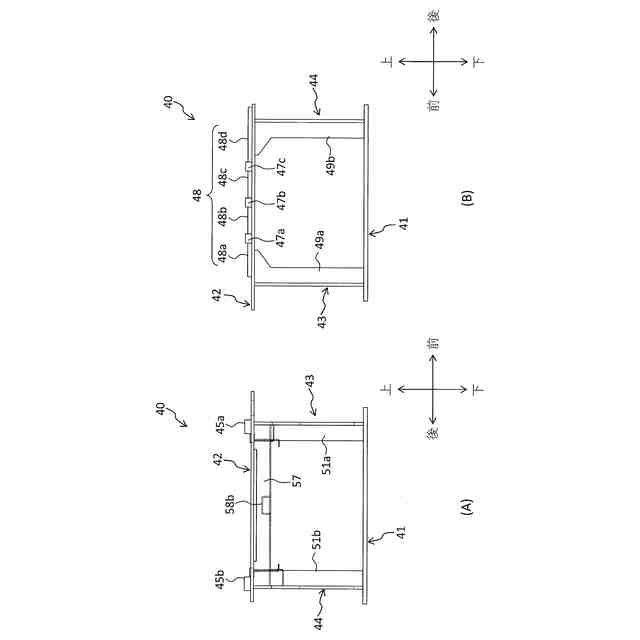
(A)が基台の左側面図、(B)が基台の右側面図である。
(A)が図5のA-Aにおける断面図、(B)が図5のB-Bにおける断面図である。
梁を天面の下面或いは上面に配置した場合の内部空間及び高さを比較するための図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る射出成形機10を図面に基づいて説明する。射出成形機10は、金型内に計量された可塑化樹脂(成形材料)を射出して、射出成形品を成形する装置である。但し、成形機の具体例は射出成形機10に限定されず、金型内に溶湯金属(成形材料)を射出して、成形品を成形するダイカストマシンでもよい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
金型の製造方法
8か月前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
プリプレグテープ
9日前
東レ株式会社
積層基材の製造方法
10か月前
輝創株式会社
接合方法
8か月前
世紀株式会社
造形装置
9か月前
東レ株式会社
一体化成形品の製造方法
1か月前
帝人株式会社
成形体の製造方法
2か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
株式会社リコー
シート剥離装置
1か月前
三菱自動車工業株式会社
予熱装置
5日前
株式会社吉野工業所
計量キャップ
9か月前
六浦工業株式会社
接着装置
8か月前
株式会社日本製鋼所
押出成形装置
16日前
グンゼ株式会社
印刷層の除去方法
8か月前
株式会社日本製鋼所
押出成形装置
16日前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社城北精工所
押出成形用ダイ
6か月前
小林工業株式会社
振動溶着機
3か月前
東レ株式会社
リーフディスク型フィルター
9か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
株式会社リコー
シート処理システム
1か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
株式会社リコー
シート処理システム
1か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
KTX株式会社
シェル型の作製方法
3か月前
トヨタ自動車株式会社
真空成形方法
4か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
NISSHA株式会社
加飾成形品の製造方法
5か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
株式会社イクスフロー
成形装置
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社スリーエス
光造形装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































