TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024080594
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2023144869
出願日
2023-09-06
発明の名称
基板処理方法、処理ヘッド、および基板処理装置
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
21/06 20060101AFI20240606BHJP(研削;研磨)
要約
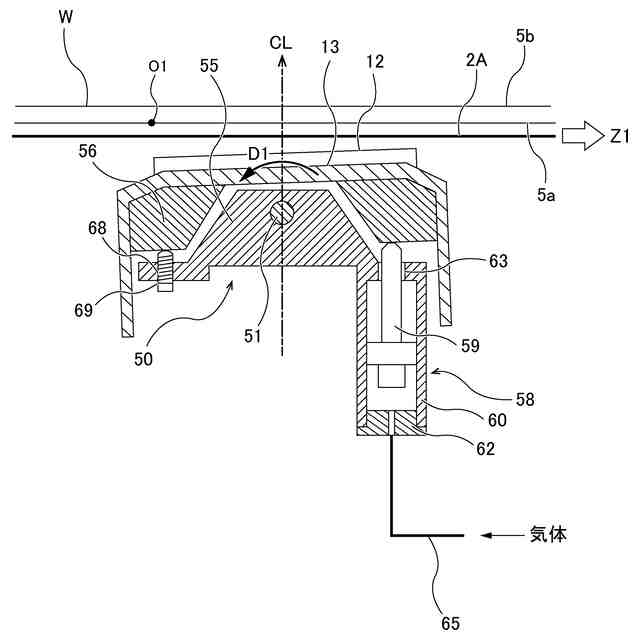
【課題】ウェーハなどの基板の被処理面の全体を均一に処理することができる基板処理方法を提供する。
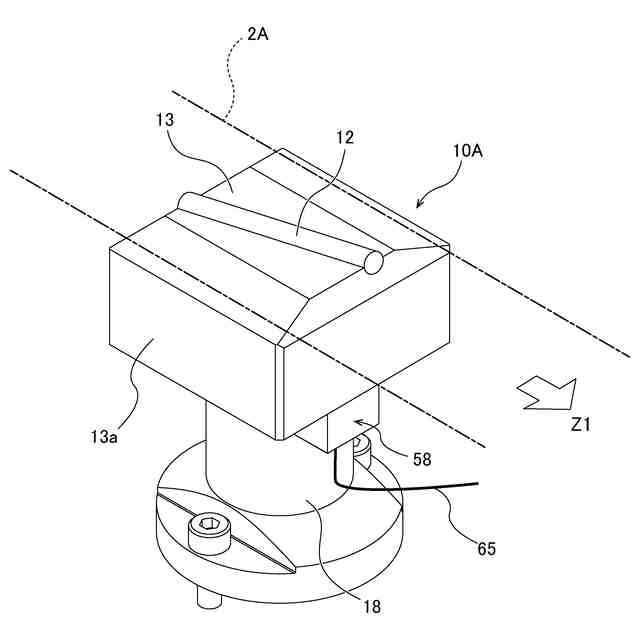
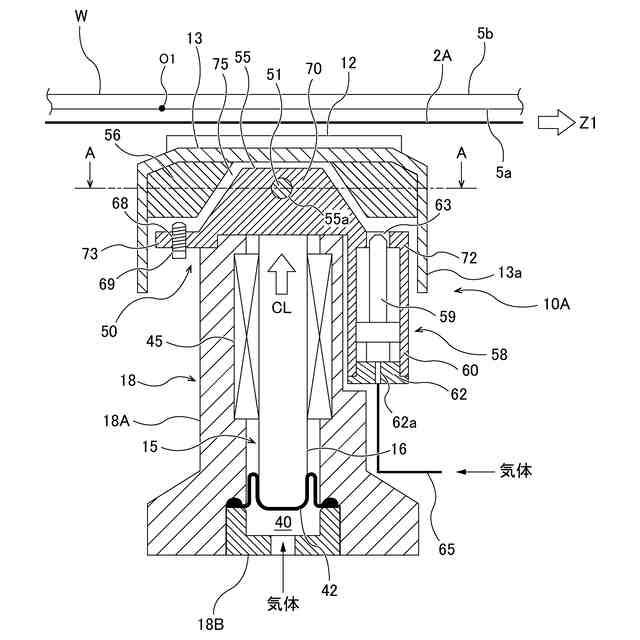
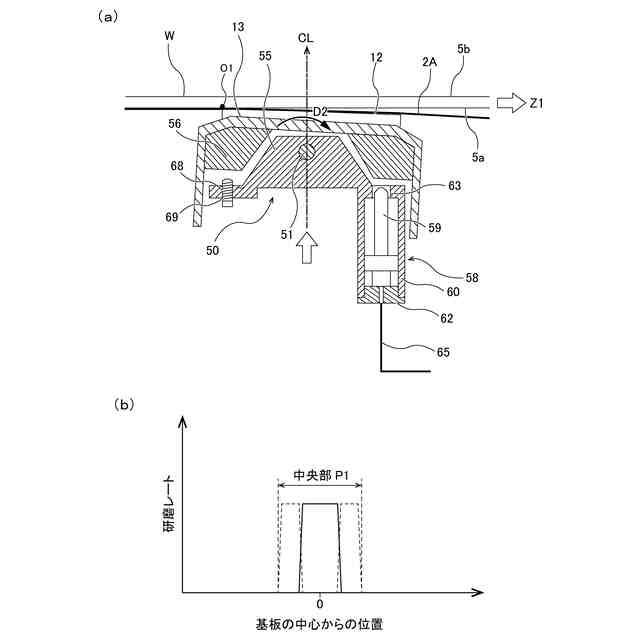
【解決手段】基板処理方法は、基板Wをその軸心を中心に回転させ、処理テープ2Aをその長手方向に送りながら、処理ヘッド10Aの押圧部材12を所定の押圧方向CLに対して第1の方向D1に傾けた状態で、押圧部材12により処理テープ2Aを基板Wの被処理面5aに対して押し付け、その後、押圧部材12を押圧方向CLに対して第1の方向D1とは反対の第2の方向D2に傾けた状態で、押圧部材12により処理テープ2Aを被処理面5aに対して押し付けて、基板Wの被処理面5aを処理することを含み、第1の方向D1および第2の方向D2は、押圧部材12上の処理テープ2Aの長手方向に沿った方向である。
【選択図】図7
特許請求の範囲
【請求項1】
基板をその軸心を中心に回転させ、
処理テープをその長手方向に送りながら、処理ヘッドの押圧部材を所定の押圧方向に対して第1の方向に傾けた状態で、前記押圧部材により前記処理テープを前記基板の被処理面に対して押し付け、その後、前記押圧部材を前記押圧方向に対して前記第1の方向とは反対の第2の方向に傾けた状態で、前記押圧部材により前記処理テープを前記被処理面に対して押し付けて、前記基板の前記被処理面を処理することを含み、
前記第1の方向および前記第2の方向は、前記押圧部材上の前記処理テープの前記長手方向に沿った方向である、基板処理方法。
続きを表示(約 1,400 文字)
【請求項2】
前記押圧部材を前記第1の方向に傾けることは、傾動アクチュエータにより前記第1の方向に傾けることであり、
前記押圧部材を前記第2の方向に傾けることは、前記押圧部材と前記処理テープとの間に生じる摩擦により、前記押圧部材を前記処理テープの進行方向に沿った前記第2の方向に傾けることであり、
前記第1の方向は、前記処理テープの前記進行方向において上流側に向かって下方に傾く方向であり、
前記第2の方向は、前記処理テープの前記進行方向において下流側に向かって下方に傾く方向である、請求項1に記載の基板処理方法。
【請求項3】
前記押圧部材を前記第1の方向に傾けることは、第1傾動アクチュエータにより前記第1の方向に傾けることであり、
前記押圧部材を前記第2の方向に傾けることは、第2傾動アクチュエータにより前記第2の方向に傾けることであり、
前記第1の方向は、前記処理テープの前記進行方向において上流側に向かって下方に傾く方向であり、
前記第2の方向は、前記処理テープの前記進行方向において下流側に向かって下方に傾く方向である、請求項1に記載の基板処理方法。
【請求項4】
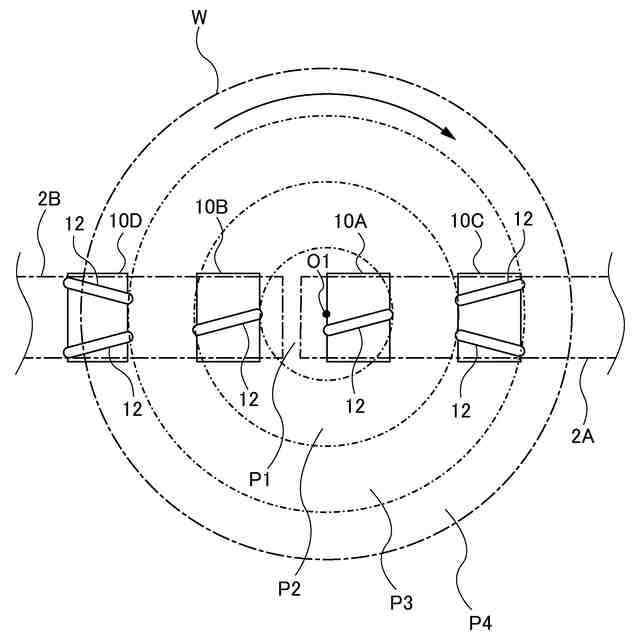
前記押圧部材により前記処理テープを前記基板の前記被処理面の中心を含む中央部に対して押し付けて、前記基板の前記被処理面の前記中央部を処理する、請求項1に記載の基板処理方法。
【請求項5】
前記押圧部材により前記処理テープを前記基板の前記被処理面のエッジ部に対して押し付けて、前記基板の前記被処理面の前記エッジ部を処理する、請求項1に記載の基板処理方法。
【請求項6】
前記押圧部材により前記処理テープを前記基板の前記被処理面の内側中間部に対して押し付けて、前記基板の前記被処理面の前記内側中間部を処理する、請求項1に記載の基板処理方法。
【請求項7】
前記押圧部材により前記処理テープを前記基板の前記被処理面の外側中間部に対して押し付けて、前記基板の前記被処理面の前記外側中間部を処理する、請求項1に記載の基板処理方法。
【請求項8】
前記処理ヘッドは、前記基板の前記被処理面を研磨するための研磨ヘッドであり、
前記処理テープは、その表面に砥粒を有する研磨テープである、請求項1に記載の基板処理方法。
【請求項9】
前記処理ヘッドは、前記基板の前記被処理面を洗浄するための洗浄ヘッドであり、
前記処理テープは洗浄テープである、請求項1に記載の基板処理方法。
【請求項10】
処理テープを基板の被処理面に対して押し付ける押圧部材と、
前記押圧部材を所定の押圧方向に移動させ、前記基板の前記被処理面に対する押圧力を前記押圧部材に付与する押圧アクチュエータと、
前記押圧方向に対する前記押圧部材の傾きを調整する傾き調整機構を備え、
前記傾き調整機構は、
前記押圧部材を前記押圧方向に対して第1の方向に傾ける傾動アクチュエータと、
前記処理テープの長手方向に垂直な支軸を備え、
前記押圧部材は、前記支軸を中心に前記第1の方向および前記第1の方向とは反対の第2の方向に傾くことが可能に前記支軸に連結されており、
前記第1の方向および前記第2の方向は、前記押圧部材上の前記処理テープの前記長手方向に沿った方向である、処理ヘッド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの基板を処理する基板処理方法に関する。また、本発明は、ウェーハなどの基板に処理テープを押し付けるための処理ヘッド、およびそのような処理ヘッドを備えた基板処理装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、メモリー回路、ロジック回路、イメージセンサ(例えばCMOSセンサー)などのデバイスは、より高集積化されつつある。これらのデバイスを形成する工程においては、微粒子や塵埃などの異物がデバイスに付着することがある。デバイスに付着した異物は、配線間の短絡や回路の不具合を引き起こしてしまう。したがって、デバイスの信頼性を向上させるために、デバイスが形成された基板を洗浄して、基板上の異物を除去することが必要とされる。
【0003】
基板の裏面(非デバイス面)にも、上述したような微粒子や粉塵などの異物が付着することがある。このような異物が基板の裏面に付着すると、基板が露光装置のステージ基準面から離間することで基板表面がステージ基準面に対して傾き、結果として、パターニングのずれや焦点距離のずれが生じることとなる。このような問題を防止するために、基板の裏面に付着した異物を除去することが必要とされる。
【0004】
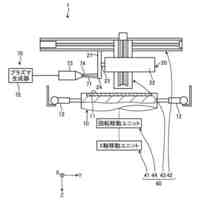
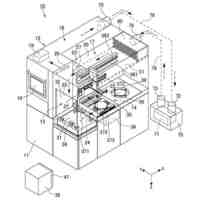
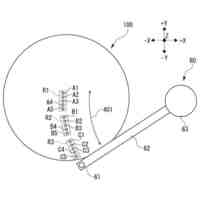
そこで、図25および図26に示すように、基板の裏面を処理テープで処理する基板処理装置が使用されている。基板の裏面から異物を除去する処理には、研磨テープを用いた基板の裏面の研磨、および洗浄テープを用いた基板の裏面の洗浄が含まれる。図25は、従来の基板処理装置の上面図であり、図26は、図25に示す従来の基板処理装置の側面図である。図25および図26に示す基板処理装置は、複数の押圧部材505と基板Wとを相対的に円運動させながら基板Wを処理するように構成されている。
【0005】
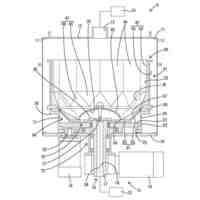
基板処理装置は、複数のローラー500により基板Wの周縁部を保持しながら、これらローラー500自身が回転することで、基板Wをその軸心O1を中心に回転させる。基板処理装置は、複数のローラー500のそれぞれに固定された複数の偏心軸507を有している。各偏心軸507は、距離eだけ偏心した第1軸部507aと第2軸部507bを有している。各第1軸部507aに接続されたモータ509を駆動させることにより、複数のローラー500は、第1軸部507aの軸心を中心に半径eの円運動を行う。これにより、基板処理装置は、基板Wを半径eの円運動をさせながら、基板Wをその軸心O1を中心に回転させる。
【0006】
処理テープ502は、基板Wの裏面側に配置されている。処理テープ502は、所定のテンションが与えられながら、矢印Zで示す方向に進行する。複数の押圧部材505は基板Wの直径方向に配列されており、これら押圧部材505で処理テープ502を基板Wの裏面に対して押し付けることにより、基板Wの裏面を処理する。基板Wの裏面に押し付けられた処理テープ502は、基板Wの裏面から異物を除去することができる。このような基板処理装置は、処理ヘッドと基板とを相対的に円運動させながら基板の裏面を処理することで、処理ヘッドの押圧部材と基板との相対速度を確保することができ、基板の全体を効率的に処理することができる。
【先行技術文献】
【特許文献】
【0007】
特開2021-2639号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、複数の押圧部材505と基板Wとを相対的に円運動させながら基板Wを処理すると、基板Wの中心(軸心)O1を含む中央領域では、押圧部材505による接触周回数が、他の領域よりも相対的に多くなる。結果として、基板処理装置は、基板Wの裏面を均一に処理することができないことがあった。
【0009】
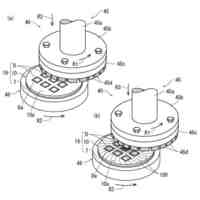
また、基板Wのエッジ部では、図27に示すように、押圧部材505により処理テープ502を基板Wに押し付けると、基板Wが上方に撓んでしまう。基板Wは円弧状に撓むため、処理テープ502は均一に押されず、基板Wの処理レートが不均一となる。そこで、図28に示すように、押圧部材505を傾動可能に支持するユニバーサルジョイント509を備えた基板処理装置が開発されている。このユニバーサルジョイント509は、押圧部材505を基板Wの撓みに追従させるができるので、押圧部材505は処理テープ502を基板Wに均一に押圧できると期待される。
【0010】
しかしながら、図29に示すように、基板Wのエッジ部に反りがある場合、押圧部材505が基板Wのエッジ部の反りに追従できないことがある。結果として、押圧部材505は処理テープ502を基板Wに均一に押圧することができない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転ヤスリ
27日前
株式会社東京精密
研削装置
10日前
株式会社東京精密
研削装置
10日前
UHT株式会社
駆動工具
20日前
個人
カッター
24日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
1か月前
三菱マテリアル株式会社
バレル研磨用容器
17日前
株式会社東京精密
研磨装置の保持面加工方法
2日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
16日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社雄飛
加工装置及び加工方法
9日前
株式会社チップトン
遠心バレル研磨機
26日前
株式会社ディスコ
切削装置
5日前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
加工方法
1か月前
新東工業株式会社
積層造形品の処理方法
5日前
株式会社マキタ
携帯用加工機
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
保持面修正方法
20日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
株式会社ディスコ
チップの加工方法
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
17日前
株式会社ディスコ
ウエーハの研削方法
1か月前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
株式会社チップトン
バレル研磨装置
1か月前
株式会社ジェイテクト
研削システム
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社荏原製作所
研磨装置、および研磨方法
9日前
牧野フライス精機株式会社
ホーニング加工装置
10日前
株式会社ディスコ
清掃器具及び清掃方法
24日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ