TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080283
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2022193343
出願日
2022-12-02
発明の名称
電極形成用の長尺シートの厚み計測方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人 快友国際特許事務所
主分類
G01B
21/08 20060101AFI20240606BHJP(測定;試験)
要約
【課題】長尺導電箔の表面に表面側電極層が形成されているとともに裏面に裏面側電極層が形成されている長尺シートをフリーローラの外周面に沿わせた状態で、長尺シートの厚みを計測すると、フリーローラの外周面と長尺シートの内周面の間にすき間が生じてしまい、厚みの計測結果に誤差が生じることがある。
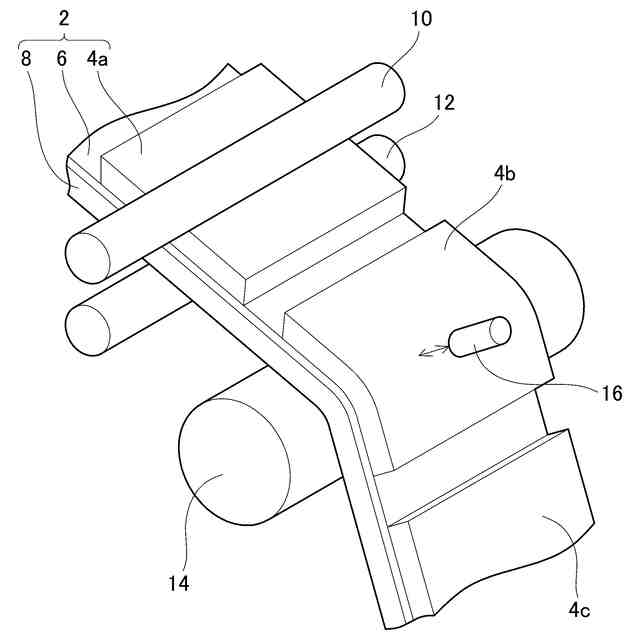
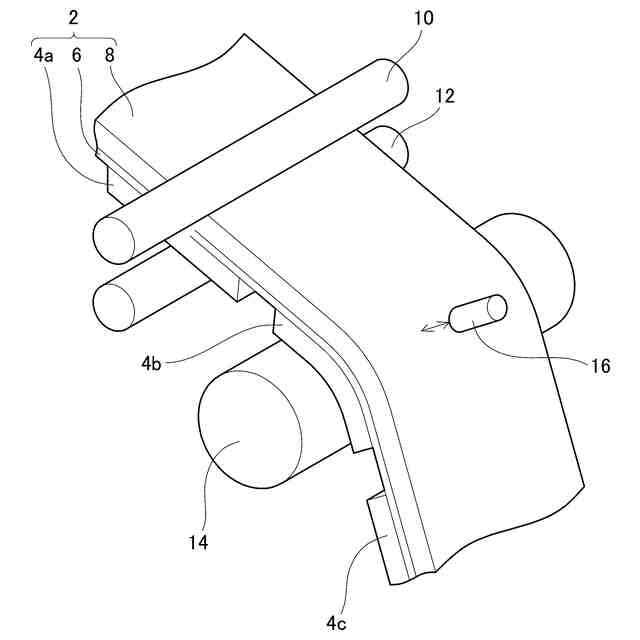
【解決手段】電極層形成時の伸び率が大きい方の電極層がフリーローラの外周面に接する向きに向け、その電極層がフリーローラの外周面に密着する関係を作り出して厚みを計測する。
【選択図】図4
特許請求の範囲
【請求項1】
長尺導電箔の片面に電極層が形成されている長尺シートの厚み計測方法であり、
前記片面に活物質を塗工してからロールプレスする電極層形成工程と、
前記電極層形成工程実施後の前記長尺シートをフリーローラの外周面に沿わせた状態で、前記フリーローラの前記外周面と前記長尺シートの外周面の間の距離を計測する計測工程を備えており、
前記電極層形成時の前記電極層の伸び率が前記導電箔の伸び率より大きく、
前記電極層が前記フリーローラの前記外周面に接する向きに向けられており、
前記電極層が前記フリーローラの前記外周面に密着している領域内で前記距離を計測することを特徴とする計測方法。
続きを表示(約 470 文字)
【請求項2】
長尺導電箔の表面に表面側電極層が形成されているとともに裏面に裏面側電極層が形成されている長尺シートの厚み計測方法であり、
前記表面に表面側活物質を塗工してからロールプレスする表面側電極層形成工程と、
前記裏面に裏面側活物質を塗工してからロールプレスする裏面側電極層形成工程と、
前記両工程実施後の前記長尺シートをフリーローラの外周面に沿わせた状態で、前記フリーローラの前記外周面と前記長尺シートの外周面の間の距離を計測する計測工程を備えており、
前記電極層形成時の伸び率が大きい方の電極層が前記フリーローラの前記外周面に接する向きに向けられており、
前記伸び率が大きい方の前記電極層が前記フリーローラの前記外周面に密着している領域内で前記距離を計測することを特徴とする計測方法。
【請求項3】
前記長尺シートの厚みが300μm以上であり、
前記計測工程では、前記長尺シートの前記外周面までの距離を非接触で計測することを特徴とする請求項1または2に記載の計測方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書では、電極を形成するための長尺シートの厚みを計測する方法を開示する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1に、電池用電極を形成するための長尺シートの製造方法が開示されている。この製造方法は、金属箔の裏面に裏面側活物質を塗工してロールプレスする工程と、金属箔の表面に表面側活物質を塗工してロールプレスする工程を備えている。
【先行技術文献】
【特許文献】
【0003】
特開2021―82504号公報
【0004】
電池性能を向上させるためには、活物質を厚く塗工して厚い電極層を形成する必要があり、長尺シートの厚みを管理する必要がある。長尺シートの厚みを管理するためには、長尺シートの厚みを計測する必要がある。金属箔の表面に表面側電極層が形成されているとともに裏面に裏面側電極層が形成されている長尺シートの裏面をフリーローラによって支え、長尺シートの表面側電極層の表面とフリーローラの外周面との間の距離を計測することによって長尺シートの厚みを計測することができる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記方法で長尺シートの厚みを計測したところ、実際には厚みが一様に管理されているにもかかわらず、厚みの計測値がばらつくことが判明した。その理由が判然としなかったところ、以下の事象が関係していることが判明した。
1)電極層の形成時には、導電箔(典型的には金属箔)に活物質を塗工し、塗工した活物質を圧縮する。
2)前記1)の工程を実施する結果、電極層は伸びる(負極層は収縮することがあるが、少なくとも正極層は伸びる)。
3)表面側電極層の伸び率と裏面側電極層の伸び率は一致しない。
4)伸び率が相違する結果、長尺シートは、伸び率が小さい電極層(もしくは収縮する電極層)が内側となる向きに湾曲する。
5)通常は、湾曲形状の内側の面をフリーローラで支えた状態で厚みを計測する。
6)この場合、湾曲する長尺シートは、図2を参照して後記するように、フリーローラと接触し始める位置Aと、フリーローラから離間する位置Bではフリーローラに隙間なく密着するものの、接触開始位置Aと接触終了位置Bの中間の領域Cではフリーローラの外周面と長尺シートの内周面との間に隙間Gが生じてしまう。
7)フリーローラを利用する厚み計測方法では、フリーローラの外周面と長尺シートの外周面との間の距離を計測するところ、フリーローラの外周面と長尺シートの内周面の間に隙間Gが生じると、厚みの計測値に隙間Gの寸法が含まれてしまい、計測値に誤差が入りこんでしまう。
【0006】
以上では、表面側電極層の伸び率と裏面側電極層の伸び率が一致しない場合を説明したが、長尺シートの中には導電箔の片面にのみ電極層が形成され、導電箔の反対側の面には電極層が形成されないものが存在する。この場合は、電極層の伸び率が導電箔の伸び率よりも大きく、長尺シートは導電箔が内側となる向きに湾曲する。この場合も、湾曲形状の内側の面をフリーローラで支えるとフリーローラの外周面と長尺シートの内周面の間に隙間Gが発生し、厚みの計測値に誤差が入りこんでしまう。
【0007】
本明細書では、前記した隙間の発生を防止する技術を開示し、長尺シートの厚みの計測精度を向上させる技術を開示する。
【課題を解決するための手段】
【0008】
本明細書で開示する技術は、導電箔(典型的には金属箔)の片面のみに電極層が形成された長尺シートにも、導電箔の表裏両面に電極層が形成された長尺シートにも適用可能あるが、前者の場合には下記の方法を採用する。すなわち、長尺の導電箔の片面に電極層が形成されている長尺シートの厚み計測方法であり、導電箔の片面に活物質を塗工してからロールプレスする電極層形成工程と、電極層形成工程後の長尺シートをフリーローラの外周面に沿わせた状態でフリーローラの外周面と長尺シートの外周面の間の距離を計測する計測工程を備えている。電極層形成時の電極層の伸び率は導電箔の伸び率より大きい関係にあるところ、本明細書で開示する方法では、その電極層がフリーローラの外周面に接する向きに向ける。するとその電極層がフリーローラの外周面に隙間なく密着している領域が得られ、その領域内で前記距離(フリーローラの外周面と長尺シートの外周面の間の距離)を計測する。
【0009】
電極層形成時の伸び率が大きい電極層と伸び率が小さい導電箔が積層されていると、電極層が外側を向いて導電箔が内側となる向きに湾曲する。湾曲している長尺シートをフリーローラで支える場合、通常は湾曲形状の内側に存在している導電箔をフリーローラで支える。ところが、この場合は、図2に示すように、フリーローラの外周面と長尺シートの内周面の間に隙間Gが生じてしまい、長尺シートの厚みの計測値に誤差が入りこんでしまう。長尺シートにテンションを加えることによって、隙間Gを縮小することは可能であるが、適用可能なテンションには限界があり、テンションをかけることによって隙間Gを無くすことは難しい。
【0010】
ところが長尺シートにテンションかけることによってフリーローラに押し付けた際に、外側を向いていた電極層が内側に向けて反転するようにしてフリーローラに接する関係を採用すると、フリーローラに電極層が密着してフリーローラの外周面と長尺シートの内周面の間に隙間が生じない領域が得られることが判明した。フリーローラにかける長尺シートの向きを反転させることによって、隙間の発生を防止しながら厚みを計測することが可能となる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ