TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024078860
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191448
出願日
2022-11-30
発明の名称
ワイヤーハーネスおよびワイヤーハーネスの製造方法
出願人
株式会社オートネットワーク技術研究所
,
住友電装株式会社
,
住友電気工業株式会社
代理人
弁理士法人上野特許事務所
主分類
H01B
7/00 20060101AFI20240604BHJP(基本的電気素子)
要約
【課題】防水部を構成する樹脂組成物のシート体からの漏出が軽減され、かつ高い防水性を確保できるワイヤーハーネス、およびその製造方法を提供する。
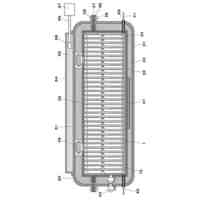
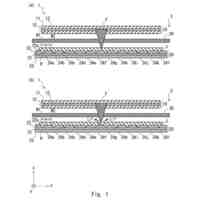
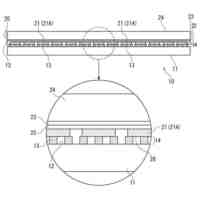
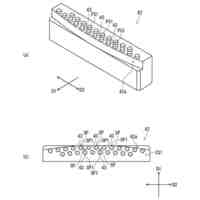
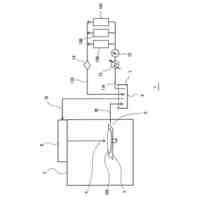
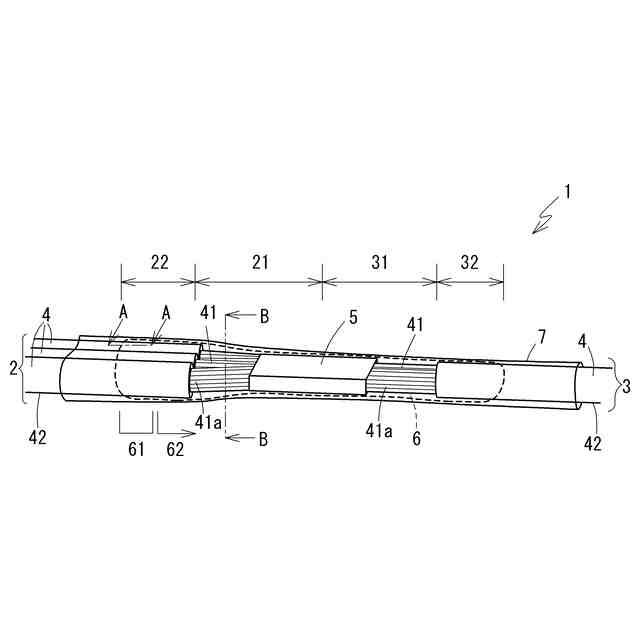
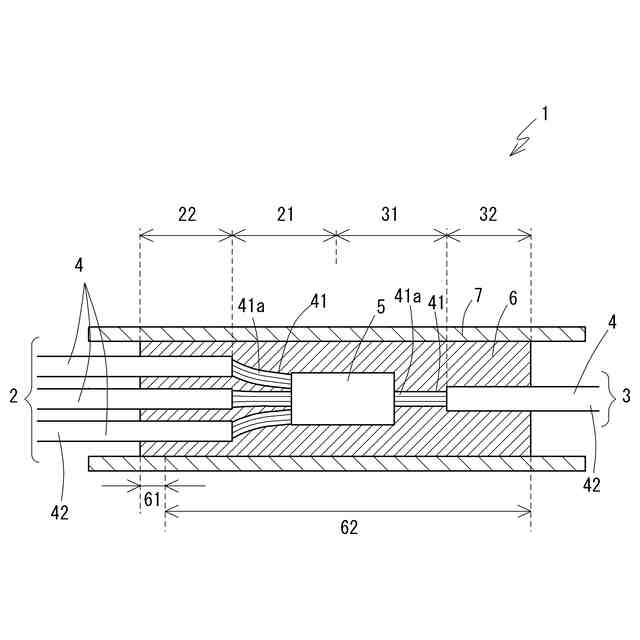
【解決手段】スプライス部5は、電線束2を構成する電線4を導体41が露出した露出部21にて相互に接合しており、防水部6は、前記スプライス部と、前記露出部および導体が絶縁被覆42に覆われた被覆部22とを、硬化性の樹脂材料で被覆しており、シート体7は前記防水部の外周を包囲しており、前記防水部は、前記露出部において、前記電線束を構成する複数の前記電線の間の空間を、前記樹脂材料で隙間なく埋めており、前記電線束の軸線方向に沿って、前記シート体に包囲されて前記被覆部を被覆する領域のうち、端部を含む一部の領域を端部域61、前記端部域に隣接する領域を隣接域62として、前記端部域において前記隣接域よりも平滑な表面を有する。
【選択図】図1
特許請求の範囲
【請求項1】
電線束と、スプライス部と、防水部と、シート体と、を有し、
前記電線束は、複数の電線を含み、
前記電線は、導体と、前記導体の外周を被覆する絶縁被覆と、を有し、
前記電線束は、前記電線の前記絶縁被覆から前記導体が露出した露出部と、前記露出部に隣接し、前記導体が前記絶縁被覆に覆われた被覆部と、を備え、
前記スプライス部は、前記電線束を構成する前記電線を前記露出部において相互に接合しており、
前記防水部は、前記スプライス部と、前記露出部および前記被覆部とを、硬化性の樹脂材料で被覆しており、
前記シート体は、前記防水部の外周を包囲しており、
前記防水部は、
前記露出部において、前記電線束を構成する複数の前記電線の間の空間を、前記樹脂材料で隙間なく埋めており、
前記電線束の軸線方向に沿って、前記シート体に包囲されて前記被覆部を被覆する領域のうち、端部を含む一部の領域を端部域、前記端部域に隣接する領域を隣接域として、前記端部域において、前記隣接域よりも平滑な表面を有する、ワイヤーハーネス。
続きを表示(約 2,100 文字)
【請求項2】
前記防水部は、前記シート体に包囲された領域の内側に全域が収まっている、請求項1に記載のワイヤーハーネス。
【請求項3】
前記シート体は、可塑剤を含有する樹脂材料より構成されており、
前記防水部を構成する前記樹脂材料は、可塑剤を含有しないか、前記シート体よりも低濃度で可塑剤を含有する、請求項1または請求項2に記載のワイヤーハーネス。
【請求項4】
前記防水部において、前記隣接域は、少なくとも前記スプライス部を被覆する領域まで連続して延びており、前記端部域はその隣接域全体よりも平滑な表面を有する、請求項1または請求項2に記載のワイヤーハーネス。
【請求項5】
前記ワイヤーハーネスは、軸線方向の中途部に、中間スプライス部として、前記スプライス部を有しており、軸線方向に沿って前記スプライス部の一方側に、第一電線部として、前記電線束を有するとともに、他方側に、前記電線を1本または複数含む第二電線部を有し、
前記防水部は、
前記第一電線部の前記被覆部から前記第二電線部の前記被覆部までにわたる領域を被覆しており、
前記端部域を、少なくとも、前記第一電線部側の端部を含む一部の領域に有する、請求項4に記載のワイヤーハーネス。
【請求項6】
導体と、前記導体の外周を被覆する絶縁被覆と、を有する電線を、一部の領域の絶縁被覆を除去したうえで、複数束ねることで、前記導体が露出した露出部と、前記露出部に隣接し、前記導体が前記絶縁被覆に覆われた被覆部と、を備えた電線束を形成し、前記電線を前記露出部にて相互に接合して、スプライス部を形成し、ハーネス前駆体を作製する接合工程と、
硬化性を有する液状の樹脂組成物を、シート体の表面の一部の領域に配置する樹脂配置工程と、
前記シート体の表面に配置した前記樹脂組成物のうち、一部の領域のみ、粘度を上昇させて高粘度化領域とするとともに、それ以外の領域を液状領域として残す部分粘度上昇工程と、
前記電線束の前記露出部が前記液状領域に接するようにして、前記樹脂組成物の面に、前記ハーネス前駆体の前記スプライス部を含む部位を配置するハーネス配置工程と、
前記ハーネス前駆体を、前記樹脂組成物が配置された前記シート体の面で包囲する包囲工程と、
前記シート体で包囲された前記樹脂組成物を全域にて硬化させる硬化工程と、をこの順に実行し、
前記部分粘度上昇工程においては、
前記樹脂組成物が配置された領域のうち、前記ハーネス前駆体の軸線方向に沿って、一方の端部と他方の端部をそれぞれ含む相互に離間した第一部位および第二部位に、前記高粘度化領域を設け、
前記電線束の前記露出部が配置される領域を含んで、前記第一部位と前記第二部位の間に前記液状領域を設ける、ワイヤーハーネスの製造方法。
【請求項7】
前記樹脂組成物は、光硬化性を有し、
前記シート体は前記樹脂組成物を硬化させることができる光に対して透過性を有し、
前記部分粘度上昇工程においては、前記シート体の表面に配置した前記樹脂組成物のうち、前記液状領域とする領域を、光を遮るマスク材で被覆した状態で、前記樹脂組成物に光を照射することで、前記高粘度化領域において、前記樹脂組成物を半硬化状態とし、
前記硬化工程においては、前記ハーネス前駆体を包囲した前記シート体の外側から、前記樹脂組成物の全域に光を照射して硬化させる、請求項6に記載のワイヤーハーネスの製造方法。
【請求項8】
前記シート体は、可塑剤を含有する樹脂材料より構成されており、
前記樹脂組成物は、可塑剤を含有しないか、前記シート体よりも低濃度で可塑剤を含有する、請求項6または請求項7に記載のワイヤーハーネスの製造方法。
【請求項9】
前記ハーネス前駆体は、軸線方向の中途部に、中間スプライス部として、前記スプライス部を有しており、軸線方向に沿って前記スプライス部の一方側に、第一電線部として、前記電線束を有するとともに、他方側に、前記電線を1本または複数含む第二電線部を有し、
前記樹脂配置工程において、前記樹脂組成物は、前記ハーネス前駆体の前記第一電線部の前記被覆部から前記第二電線部の前記被覆部までを含む領域に相当する位置に、連続して配置され、
前記部分粘度上昇工程において、前記高粘度化領域として、
前記第一部位は、前記第一電線部の前記被覆部の一部に相当する領域に設けられ、
前記第二部位は、前記第二電線部の前記被覆部の一部に相当する領域を含んで設けられる、請求項6または請求項7に記載のワイヤーハーネスの製造方法。
【請求項10】
前記第二電線部は、前記電線を1本のみ含み、
前記部分粘度上昇工程において、前記第二部位は、前記スプライス部から前記第二電線部の前記被覆部までにわたる箇所に相当する領域に、連続して設けられる、請求項9に記載のワイヤーハーネスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワイヤーハーネスおよびワイヤーハーネスの製造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
複数本の電線を含むワイヤーハーネスにおいて、各電線の絶縁被覆から露出された導体が、圧着端子等を用いて相互に接合され、スプライス部が形成されることがある。そのようなスプライス部を備えたワイヤーハーネスは、例えば特許文献1~3に開示されている。それらスプライス部を備えたワイヤーハーネスにおいては、スプライス部を水との接触から保護することを目的として、スプライス部を含む部位が、水を通しにくい樹脂材料よりなる防水部で被覆されることがある。特許文献1,2には、スプライス部を含む領域を樹脂材料で被覆して防水部を構成し、さらにその防水部の外周を包囲するシート体を設けたワイヤーハーネスが開示されている。このような構造は、光を透過するシート体の表面に光硬化性を有する樹脂組成物を配置し、その樹脂組成物の上に、ワイヤーハーネスのスプライス部を含む領域を載置したうえで、それらの領域を樹脂組成物が配置されたシート体で包囲し、シート体の外側から光照射を行って樹脂組成物を硬化させることで、簡便に形成することができる。
【先行技術文献】
【特許文献】
【0003】
特開2012-248527号公報
特開2021-034188号公報
特開平1-154473号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1,2に開示されるように、液状の樹脂組成物をシート体の上に配置し、そのシート体でワイヤーハーネスのスプライス部を含む領域を包囲したうえで、樹脂組成物を硬化させれば、スプライス部の外周に防水部を簡便に形成することができる。しかしこの場合に、液状の樹脂組成物を配置したシート体に対して、折り曲げ、巻き付け等の操作を行って、ワイヤーハーネスのスプライス部を含む領域を、そのシート体で包囲する工程においては、それらの操作に伴って、樹脂組成物がシート体の外側に漏出しやすい。樹脂組成物の漏出が起こると、防水部を形成するための以降の工程において、作業性が低下してしまう。また、漏出した樹脂組成物がそのまま硬化すると、完成したワイヤーハーネスにおいて、シート体の外で硬化した樹脂材料が、周囲の物体との接触等、好ましくない影響を及ぼす可能性がある。
【0005】
特許文献3に開示されているゼリー状のシール剤のように、高粘度の樹脂組成物を用いて防水部を構成すれば、各種の操作工程において、シート体から樹脂組成物が漏出するのを抑制できる。しかし、高粘度の樹脂組成物を用いる場合には、スプライス部で接合されている複数の電線の間の箇所をはじめとして、防水部を構成すべき領域の中の各部に、樹脂組成物が十分に行き渡らず、防水部の内部に、樹脂材料に占められない空隙が残ってしまう可能性がある。そのような空隙が生じると、防水部内への水の侵入を許してしまい、十分な防水性が得られない可能性がある。
【0006】
以上に鑑み、スプライス部の外周に防水部が設けられ、その防水部の外周をシート体で包囲したワイヤーハーネスであって、防水部を構成する樹脂組成物のシート体からの漏出が軽減され、かつ高い防水性を確保できるワイヤーハーネス、およびそのようなワイヤーハーネスの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本開示のワイヤーハーネスは、電線束と、スプライス部と、防水部と、シート体と、を有し、前記電線束は、複数の電線を含み、前記電線は、導体と、前記導体の外周を被覆する絶縁被覆と、を有し、前記電線束は、前記電線の前記絶縁被覆から前記導体が露出した露出部と、前記露出部に隣接し、前記導体が前記絶縁被覆に覆われた被覆部と、を備え、前記スプライス部は、前記電線束を構成する前記電線を前記露出部において相互に接合しており、前記防水部は、前記スプライス部と、前記露出部および前記被覆部とを、硬化性の樹脂材料で被覆しており、前記シート体は、前記防水部の外周を包囲しており、前記防水部は、前記露出部において、前記電線束を構成する複数の前記電線の間の空間を、前記樹脂材料で隙間なく埋めており、前記電線束の軸線方向に沿って、前記シート体に包囲されて前記被覆部を被覆する領域のうち、端部を含む一部の領域を端部域、前記端部域に隣接する領域を隣接域として、前記端部域において、前記隣接域よりも平滑な表面を有する。
【0008】
本開示のワイヤーハーネスの製造方法は、導体と、前記導体の外周を被覆する絶縁被覆と、を有する電線を、一部の領域の絶縁被覆を除去したうえで、複数束ねることで、前記導体が露出した露出部と、前記露出部に隣接し、前記導体が前記絶縁被覆に覆われた被覆部と、を備えた電線束を形成し、前記電線を前記露出部にて相互に接合して、スプライス部を形成し、ハーネス前駆体を作製する接合工程と、硬化性を有する液状の樹脂組成物を、シート体の表面の一部の領域に配置する樹脂配置工程と、前記シート体の表面に配置した前記樹脂組成物のうち、一部の領域のみ、粘度を上昇させて高粘度化領域とするとともに、それ以外の領域を液状領域として残す部分粘度上昇工程と、前記電線束の前記露出部が前記液状領域に接するようにして、前記樹脂組成物の面に、前記ハーネス前駆体の前記スプライス部を含む部位を配置するハーネス配置工程と、前記ハーネス前駆体を、前記樹脂組成物が配置された前記シート体の面で包囲する包囲工程と、前記シート体で包囲された前記樹脂組成物を全域にて硬化させる硬化工程と、をこの順に実行し、前記部分粘度上昇工程においては、前記樹脂組成物が配置された領域のうち、前記ハーネス前駆体の軸線方向に沿って、一方の端部と他方の端部をそれぞれ含む相互に離間した第一部位および第二部位に、前記高粘度化領域を設け、前記電線束の前記露出部が配置される領域を含んで、前記第一部位と前記第二部位の間に前記液状領域を設ける。
【発明の効果】
【0009】
本開示にかかるワイヤーハーネスは、スプライス部の外周に防水部が設けられ、その防水部の外周をシート体で包囲したワイヤーハーネスであって、防水部を構成する樹脂組成物のシート体からの漏出が軽減され、かつ高い防水性を確保できるワイヤーハーネスとなっている。また、本開示にかかるワイヤーハーネスの製造方法によれは、そのようなワイヤーハーネスを製造することができる。
【図面の簡単な説明】
【0010】
図1は、本開示の一実施形態にかかるワイヤーハーネスを示す斜視図である。
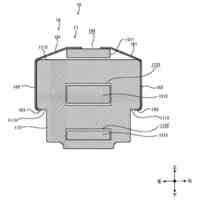
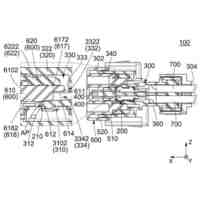
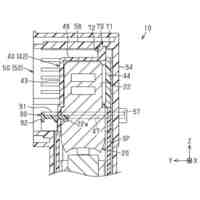
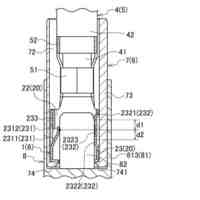
図2は、上記ワイヤーハーネスを示す概略断面図である。
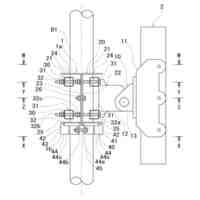
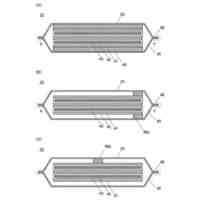
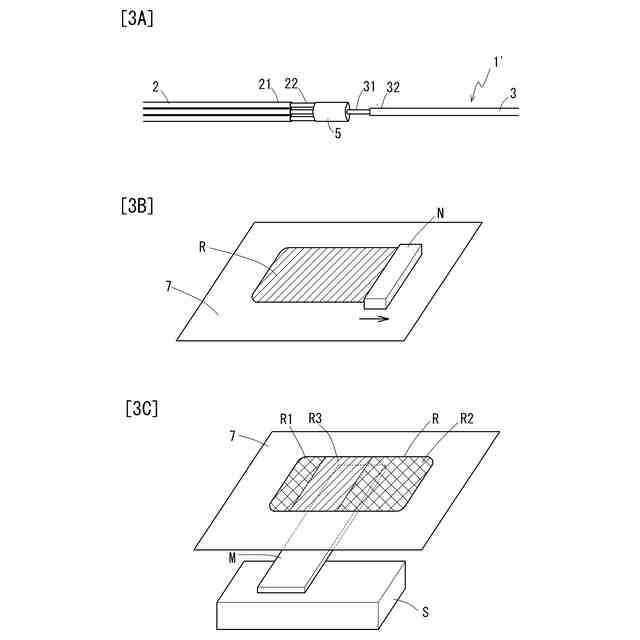
図3A~図3Cは、部分半硬化法を用いたワイヤーハーネスの製造方法を説明する図である。図3Aは接合工程で得られるハーネス前駆体を示し、図3Bは樹脂配置工程、図3Cは部分粘度上昇工程を示している。図中、未硬化の樹脂組成物を斜線にて表示し、半硬化した状態にある樹脂材料を網掛けにて表示している。
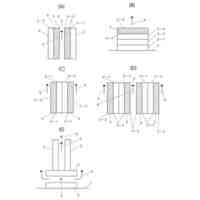
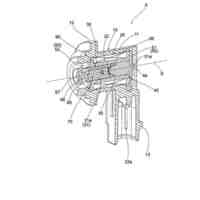
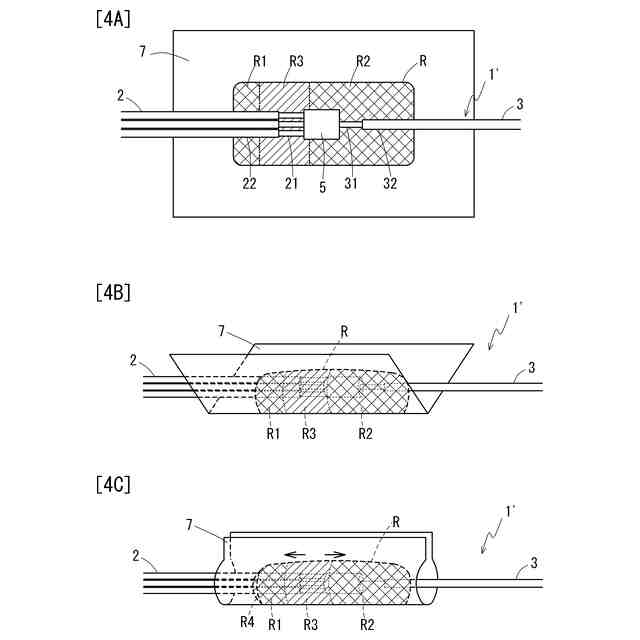
図4A~4Cは、上記ワイヤーハーネス製造方法の続きの工程を説明する図であり、図4Aはハーネス配置工程を示してしている。図4Bは包囲工程においてシート体を折り曲げる工程を示し、図4Cは包囲工程においてシート体を絞り込む工程を示している。図4Aのみ平面図にて表示している。
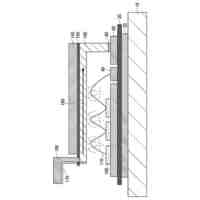
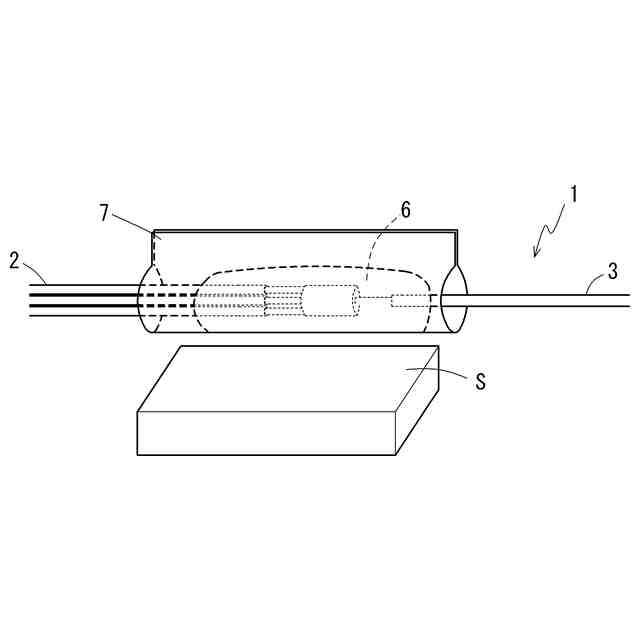
図5は、上記ワイヤーハーネス製造方法の続きの工程を説明する図であり、硬化工程を示している。
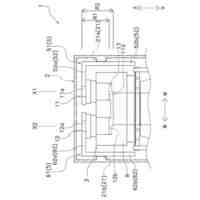
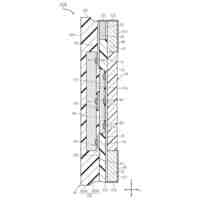
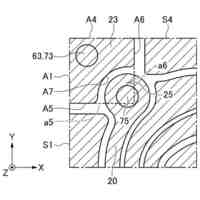
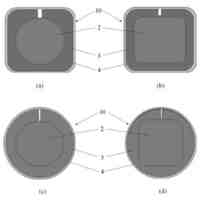
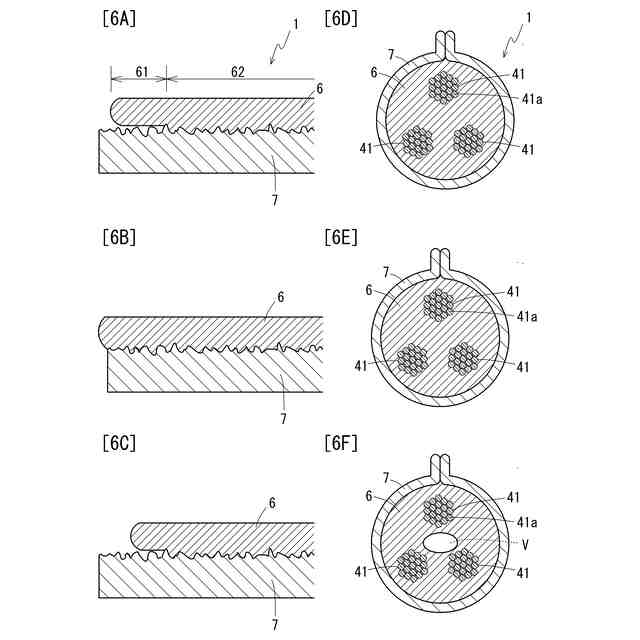
図6A~6Fは、3種の製造方法で製造されるワイヤーハーネスの構造を示す図である。それぞれ部分半硬化法、一段階硬化法、全域半硬化法にて製造されたワイヤーハーネスについて、図6A~6Cは防水部の端部近傍の状態を拡大して示し(図1のA-A断面図)、図6D~6Fは電線束の露出部に相当する領域の状態を示している(図1のB-B断面図)。
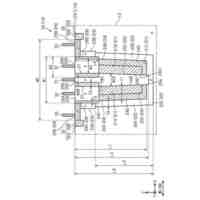
図7は、部分半硬化法にて製造したワイヤーハーネスにおいて、電線束を構成する電線に対して、被覆部の端部近傍を拡大して撮影した写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
安全なNAS電池
16日前
東レ株式会社
二次電池
16日前
ユニチカ株式会社
負極集電材
16日前
エイブリック株式会社
半導体装置
1か月前
サンケン電気株式会社
半導体装置
1か月前
東京パーツ工業株式会社
コイル装置
1か月前
オムロン株式会社
電磁継電器
8日前
オムロン株式会社
電磁継電器
1日前
トヨタ自動車株式会社
二次電池
1か月前
東レ株式会社
有機粒子およびフィルム
4日前
オムロン株式会社
スイッチ
1日前
日本航空電子工業株式会社
構造体
8日前
ローム株式会社
半導体装置
4日前
光森科技有限公司
光源モジュール
1か月前
株式会社ドクター中松創研
V3D半導体
25日前
東京応化工業株式会社
基板支持体
26日前
TDK株式会社
コイル部品
23日前
株式会社CTK
アンテナ取付装置
23日前
オムロン株式会社
スイッチ
1日前
株式会社東京精密
シート剥離装置
26日前
ローム株式会社
半導体装置
8日前
ローム株式会社
半導体装置
1か月前
株式会社東京精密
シート剥離装置
1か月前
住友電装株式会社
コネクタ
1か月前
株式会社ミクニ
電磁アクチュエータ
23日前
株式会社半導体エネルギー研究所
二次電池
22日前
ミクロエース株式会社
基板処理方法
19日前
富士電機株式会社
電磁接触器
16日前
後藤電子 株式会社
積層電線
8日前
矢崎総業株式会社
端子
26日前
三菱電機株式会社
半導体装置
1か月前
マクセル株式会社
扁平形電池
1か月前
日本航空電子工業株式会社
コネクタ
16日前
オムロン株式会社
電磁継電器
8日前
アイホン株式会社
インターホン機器
8日前
AIメカテック株式会社
光照射装置
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ