TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024077169
公報種別
公開特許公報(A)
公開日
2024-06-07
出願番号
2022189063
出願日
2022-11-28
発明の名称
レベラー及びコイル繰り出し装置、コイル状金属材の矯正方法、金属打ち抜き材の製造方法並びに絶縁回路基板の製造方法
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B21D
1/05 20060101AFI20240531BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コイルの初期段階から最終段階まで金属板を適切に矯正して平坦化する。
【解決手段】
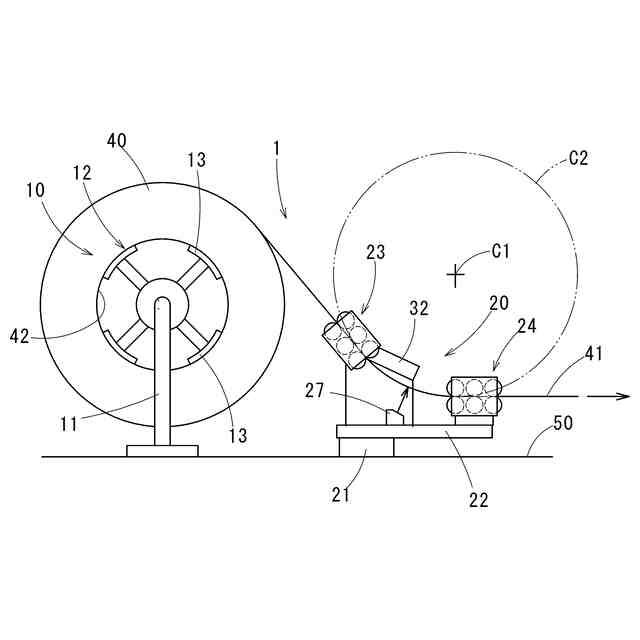
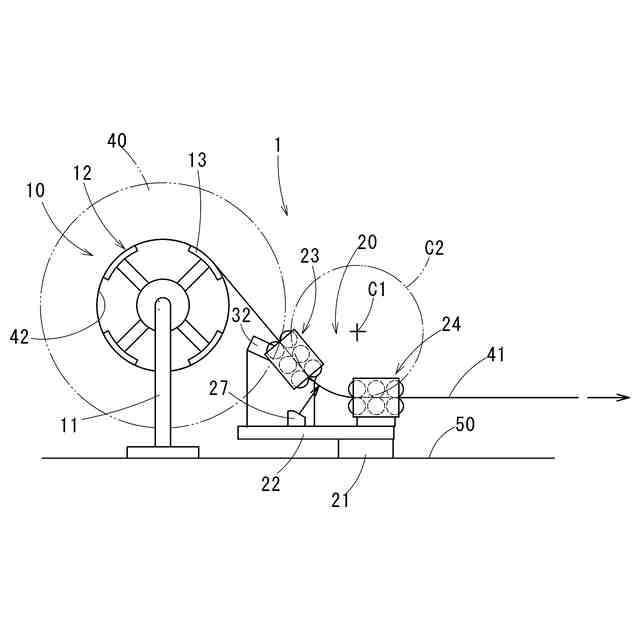
コイルから繰り出される帯板状の金属材を前記コイルに近い位置で案内しながら送り出す第1ガイド及びコイルから遠い位置で案内しながら送り出す第2ガイドと、これら第1ガイド及び第2ガイドをそれぞれ移動する第1ガイド駆動部及び第2ガイド駆動部と、これら第1ガイド駆動部及び第2ガイド駆動部を制御して、第1ガイド及び第2ガイドの金属材送り出し量及び位置を調整することにより、両ガイド間の金属材を、該金属材が繰り出される際のコイルの外表面の曲率に応じた逆向きの曲率に湾曲させる駆動制御部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
コイルから繰り出される帯板状の金属材を前記コイルに近い位置で案内しながら送り出す第1ガイド及び前記コイルから遠い位置で案内しながら送り出す第2ガイドと、
前記第1ガイドを移動させる第1ガイド駆動部と、
前記第2ガイドを移動させる第2ガイド駆動部と、
前記第1ガイド駆動部及び前記第2ガイド駆動部を制御して、前記第1ガイド及び前記第2ガイドの金属材送り出し量及び位置を調整することにより、前記第1ガイドと前記第2ガイドとの間の前記金属材を、前記金属材が繰り出される際の前記コイルの外表面の曲率に応じた逆向きの曲率に湾曲させる駆動制御部と、を備えるレベラー。
続きを表示(約 990 文字)
【請求項2】
前記第1ガイドは、前記コイルの前記金属材の繰り出し位置よりも低い位置で前記金属材を所定の傾斜角度で支持し、
前記第2ガイドは、前記第1ガイドより低い位置で前記金属材を水平方向に支持し、
前記駆動制御部は、前記コイルからの前記金属材の繰り出し方向と前記第1ガイドの前記傾斜角度とを一致させるように前記第1ガイド駆動部及び/又は前記第2ガイド駆動部を制御することを特徴とする請求項1に記載のレベラー。
【請求項3】
前記第1ガイドは、前記傾斜角度の1/2の角度のスライド軸に沿って移動させられることを特徴とする請求項2に記載のレベラー。
【請求項4】
前記第1ガイドと前記第2ガイドとの間の前記金属材の曲率を検出するセンサが設けられ、
前記駆動制御部は、前記センサの検出結果に基づき前記第1ガイド及び前記第2ガイドの前記金属材の送り出し量及び位置をフィードバック制御することを特徴とする請求項1に記載のレベラー。
【請求項5】
前記第1ガイド及び前記第2ガイドは、前記金属材を挟持するローラーが前記金属材の走行方向に間隔をおいて複数本設けられていることを特徴とする請求項1に記載のレベラー。
【請求項6】
前記第2ガイド駆動部は、前記第2ガイドとともに、前記センサ及び前記第1ガイド駆動部を移動させることを特徴とする請求項4に記載のレベラー。
【請求項7】
前記コイルが保持されるアンコイラーと、請求項1から6のいずれか一項に記載のレベラーとを備えることを特徴とするコイル繰り出し装置。
【請求項8】
前記アンコイラーに、前記コイルが軸方向移動自在に支持されることを特徴とする請求項7に記載のコイル繰り出し装置。
【請求項9】
請求項7に記載のコイル繰り出し装置を用いて、前記金属材を平坦にさせることを特徴とするコイル状金属材の矯正方法。
【請求項10】
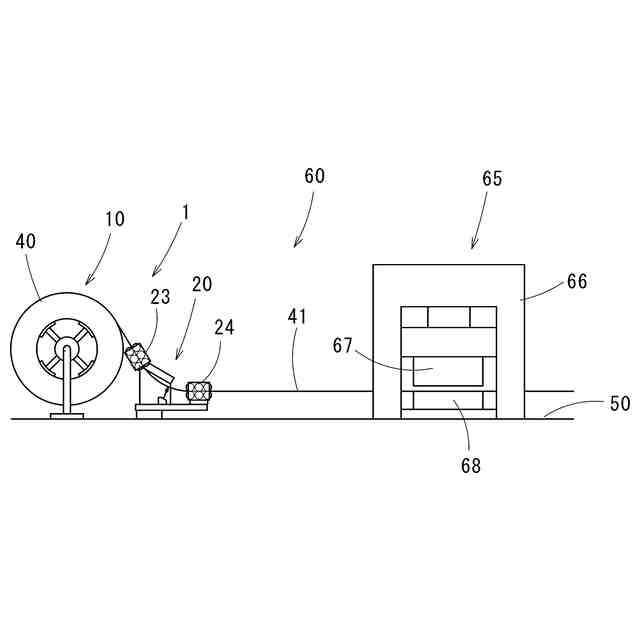
請求項9に記載のコイル状金属材の矯正方法において、前記コイルから前記金属材を間欠的に繰り出し、平坦にされた前記金属材をプレス機により加工して金属打ち抜き材を製造することを特徴とする金属打ち抜き材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルに巻き込まれた帯板状の金属材をプレス加工等のためにコイルから繰り出す際に、金属材の反りを矯正して平面状にするレベラー及びそのレベラーを備えたコイル繰り出し装置に関し、さらには、コイル状金属材の矯正方法、金属打ち抜き材の製造方法並びに絶縁回路基板の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
プレス加工等による大量生産おいては、コイルに巻き込まれた状態で提供される金属材をコイルから繰り出しながらプレス機に送って連続的にプレス製品を加工することが行われる。このコイル繰り出しの際に、金属材はコイルに巻き込まれていたことから、いわゆる巻きぐせが残っており、そのままプレス装置に供給すると加工精度に影響が出るため、これをレベラーという装置で平面状に矯正している。
【0003】
このようなレベラーを備えるコイル繰り出し装置として、例えば、特許文献1に記載のものがある。このコイル繰り出し装置において、レベラーは、コイルが巻き戻されるアンコイラーの繰り出し方向前方に設けられており、複数のローラーで金属材を上下に挟み込みながら送ることにより、金属材の巻きぐせを除去するようになっている。
【0004】
また、特許文献2に開示のテンションレベラーでは、相互に離間する二組のガイドローラーにより金属材を支持し、両ガイドローラー間で金属材を押し上げるようにして張力を付与することにより、矯正する構成である。
【先行技術文献】
【特許文献】
【0005】
特開平2-151316号公報
特開2002-35835号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、金属材はコイルの最外周から繰り出されるが、コイルの外径が大きい初期の段階と、コイルの残りが少なくなる最終段階との間で、コイルの外径は順次変化し、最終段階に近づくほど、コイル状に巻き込まれている金属材の曲率半径が小さくなる。このため、金属材は、コイルから繰り出される際に元のコイル状に変形しようとする復元力が徐々に大きくなる。
この点、従来のレベラーでは、コイルの初期段階から最終段階まで、コイルの復元力に応じて適切にレベリングを行うことが難しい。
【0007】
本発明は、このような事情に鑑みてなされたもので、コイルの初期段階から最終段階まで金属板を適切に矯正して平坦化することを目的とする。
【課題を解決するための手段】
【0008】
本発明のレベラーは、コイルから繰り出される帯板状の金属材を前記コイルに近い位置で案内しながら送り出す第1ガイド及び前記コイルから遠い位置で案内しながら送り出す第2ガイドと、これら第1ガイド及び第2ガイドをそれぞれ移動させる第1ガイド駆動部及び第2ガイド駆動部と、これら第1ガイド駆動部及び第2ガイド駆動部を制御して、前記第1ガイド及び第2ガイドの金属材送り出し量及び位置を調整することにより、両ガイド間の金属材を、該金属材が繰り出される際の前記コイルの外表面の曲率に応じた逆向きの曲率に湾曲させる駆動制御部と、を備える。
【0009】
このレベラーでは、コイルから繰り出される金属材を送り出す機能をそれぞれ備える二つのガイドによって支持しながら、これらガイドの位置を調整することにより、両ガイドの間に配置される金属材の曲率を制御することができる。したがって、両ガイドの間の金属材の曲率を、コイルの外周面の曲率に応じて調整しながら、適切にレベリングを行うことができ、コイルの初期段階から最終段階まで金属材を適切に矯正して平坦化することができる。
【0010】
本発明のレベラーにおいて、前記第1ガイドは、前記コイルの前記金属材の繰り出し位置よりも低い位置で前記金属材を所定の傾斜角度で支持し、前記第2ガイドは、前記第1ガイドよりさらに低い位置で前記金属材を水平方向に支持し、前記駆動制御部は、前記コイルからの前記金属材の繰り出し方向に前記第1ガイドの前記傾斜角度を一致させるように前記第1ガイド駆動部及び/又は前記第2ガイド駆動部を制御するとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
今日
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
24日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
15日前
大裕株式会社
鋼矢板の矯正装置
1か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
28日前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
15日前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
ニデック株式会社
金型及びプレス加工装置
15日前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
2か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
3日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
4か月前
旭サナック株式会社
圧造機
4か月前
JFEスチール株式会社
圧延方法
4か月前
トヨタ自動車株式会社
プレス装置
3か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
3か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社伊藤
突起を有する板材の曲げ加工方法及びその装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ