TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024076282
公報種別
公開特許公報(A)
公開日
2024-06-05
出願番号
2022187792
出願日
2022-11-24
発明の名称
中空部材用孔形成方法及び中空部材
出願人
株式会社アイシン
代理人
弁理士法人坂本国際特許商標事務所
主分類
B21D
28/16 20060101AFI20240529BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】中空部材に関して、バリの除去の必要性を低減できる態様で孔を形成可能とする。
【解決手段】中空部を形成する内側表面と、外側表面とを有する中空部材を準備する工程と、中空部材の外側表面から内側表面に向かう方向に、内側表面に到達しない非貫通型の第1孔を形成する第1加工工程と、第1加工工程の後に、中空部材の内側表面から外側表面に向かう方向に、第1孔に繋がる第2孔を形成する第2加工工程とを含む、中空部材用孔形成方法が開示される。
【選択図】図3
特許請求の範囲
【請求項1】
中空部を形成する内側表面と、外側表面とを有する中空部材を準備する工程と、
前記中空部材の前記外側表面から前記内側表面に向かう方向に、前記内側表面に到達しない非貫通型の第1孔を形成する第1加工工程と、
前記第1加工工程の後に、前記中空部材の前記内側表面から前記外側表面に向かう方向に、前記第1孔に繋がる第2孔を形成する第2加工工程とを含む、中空部材用孔形成方法。
続きを表示(約 640 文字)
【請求項2】
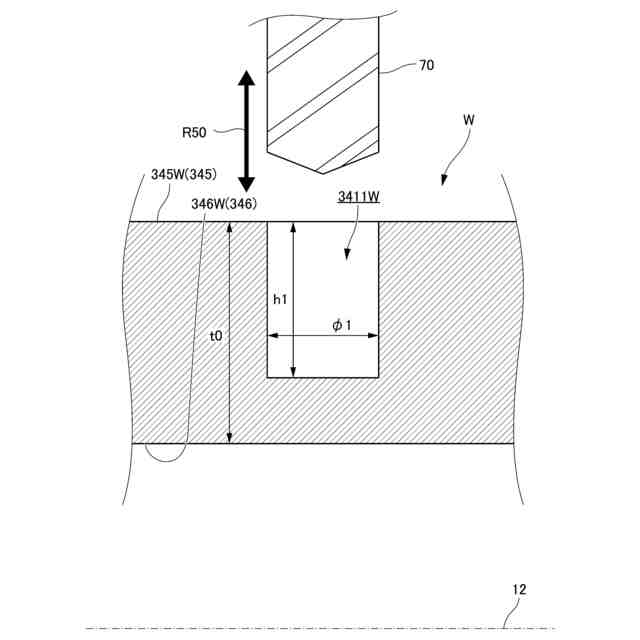
前記第1加工工程は、切削ドリルを利用して実行され、
前記第2加工工程は、パンチを利用して実行される、請求項1に記載の中空部材用孔形成方法。
【請求項3】
前記第1孔の直径は、前記第2孔の直径よりも大きい、請求項2に記載の中空部材用孔形成方法。
【請求項4】
前記中空部材は、車両駆動装置用の回転軸部材である、請求項1から3のうちのいずれか1項に記載の中空部材用孔形成方法。
【請求項5】
中空部を形成する内側表面と、外側表面とを有する中空部材であって、
前記中空部に連通する貫通孔を有し、
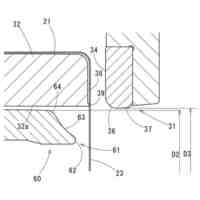
前記貫通孔は、前記外側表面において開口する孔と、前記内側表面において開口するパンチ孔との組み合わせにより形成され、
前記外側表面において開口する孔と前記パンチ孔との境界部に、前記外側表面に向かう方向のバリを有する、中空部材。
【請求項6】
前記外側表面において開口する孔は、切削孔であり、
前記切削孔の直径は、前記パンチ孔の直径よりも大きい、請求項5に記載の中空部材。
【請求項7】
前記貫通孔は、前記中空部を通る油を前記内側表面から前記外側表面に向かう方向に吐出させる油孔を形成する、請求項6に記載の中空部材。
【請求項8】
前記中空部材は、車両駆動装置用の回転軸部材である、請求項5から7のうちのいずれか1項に記載の中空部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、中空部材用孔形成方法及び中空部材に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
中空のシャフトに対して、径方向外側の表面から中空部に貫通する径方向の油孔を、ドリルの切削により形成する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2005-76812号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来技術では、中空部を形成する内周面側に、有害なバリが発生しやすいという問題がある。なお、バリを除去する場合は、その作業(例えばマスキングと水圧ジェット加工)のためのコスト増分が問題となる。
【0005】
そこで、1つの側面では、本開示は、中空部材に関して、バリの除去の必要性を低減できる態様で孔を形成可能とすることを目的とする。
【課題を解決するための手段】
【0006】
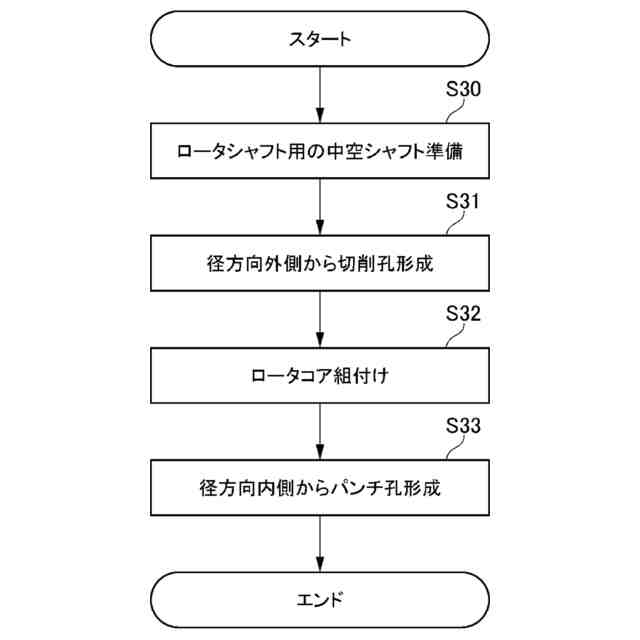
1つの側面では、中空部を形成する内側表面と、外側表面とを有する中空部材を準備する工程と、
前記中空部材の前記外側表面から前記内側表面に向かう方向に、前記内側表面に到達しない非貫通型の第1孔を形成する第1加工工程と、
前記第1加工工程の後に、前記中空部材の前記内側表面から前記外側表面に向かう方向に、前記第1孔に繋がる第2孔を形成する第2加工工程とを含む、中空部材用孔形成方法が提供される。
【発明の効果】
【0007】
1つの側面では、本開示によれば、中空部材に関して、バリの除去の必要性を低減できる態様で孔を形成することが可能となる。
【図面の簡単な説明】
【0008】
一実施例によるモータの断面構造を概略的に示す断面図である。
図1における油孔の部分の拡大図である。
ロータシャフトの製造方法を含むロータの製造方法の概略的なフローチャートである。
ロータシャフトを形成するための中空シャフトの概略的な断面図である。
図2と同じ断面図による切削工程の説明図である。
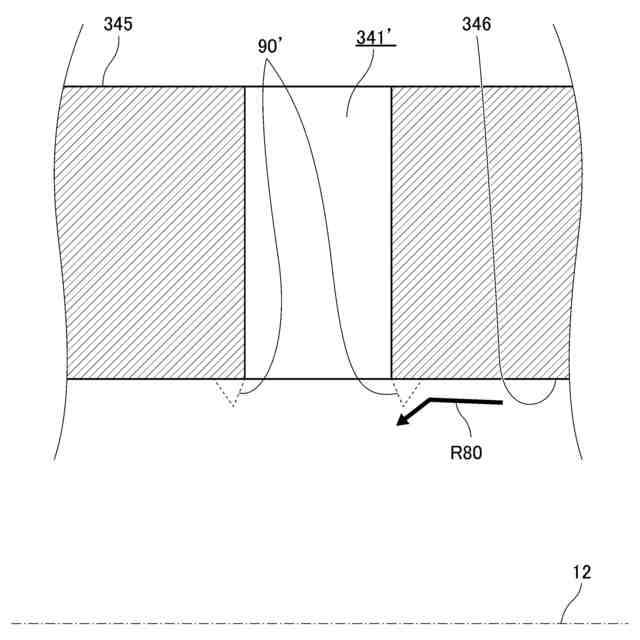
図2と同じ断面図による打抜き工程の説明図である。
本製造方法により製造された油孔において生じるバリを模式的に示す断面図である。
比較例により製造された油孔において生じるバリを模式的に示す断面図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら各実施例について詳細に説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
【0010】
図1は、一実施例によるモータ1(回転電機の一例)の断面構造を概略的に示す断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
今日
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
24日前
トヨタ紡織株式会社
金型装置
15日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
株式会社サンテック
ヘミング加工方法
5か月前
石田鉄工株式会社
格子状製品の製造方法
28日前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
株式会社不二越
歯車転造加工ユニット
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
15日前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
本田技研工業株式会社
プレス成形方法
5か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
本田技研工業株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ニデック株式会社
金型及びプレス加工装置
15日前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
4か月前
石福金属興業株式会社
イリジウム合金線の製造方法
4か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
2か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
3日前
旭サナック株式会社
圧造機
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ