TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024072975
公報種別
公開特許公報(A)
公開日
2024-05-29
出願番号
2022183904
出願日
2022-11-17
発明の名称
抵抗溶接装置
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B23K
11/30 20060101AFI20240522BHJP(工作機械;他に分類されない金属加工)
要約
【課題】抵抗溶接における溶接品質の低下を抑制する。
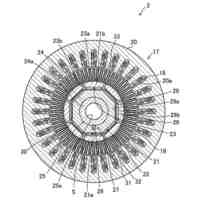
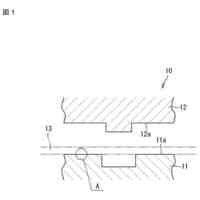
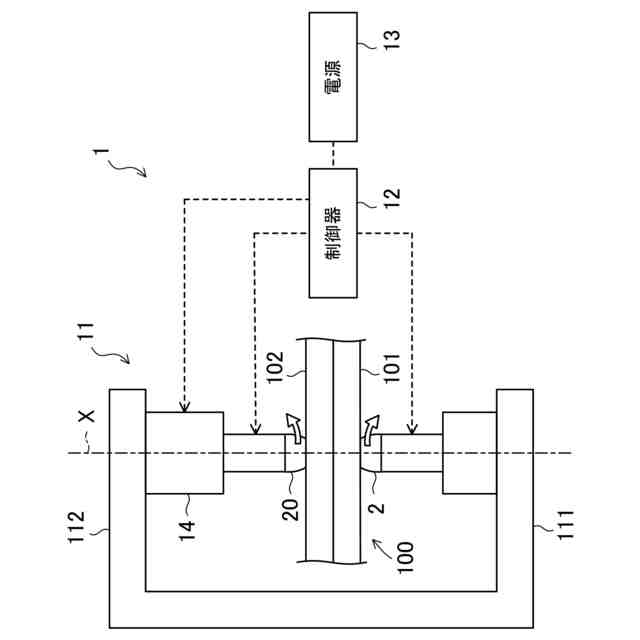
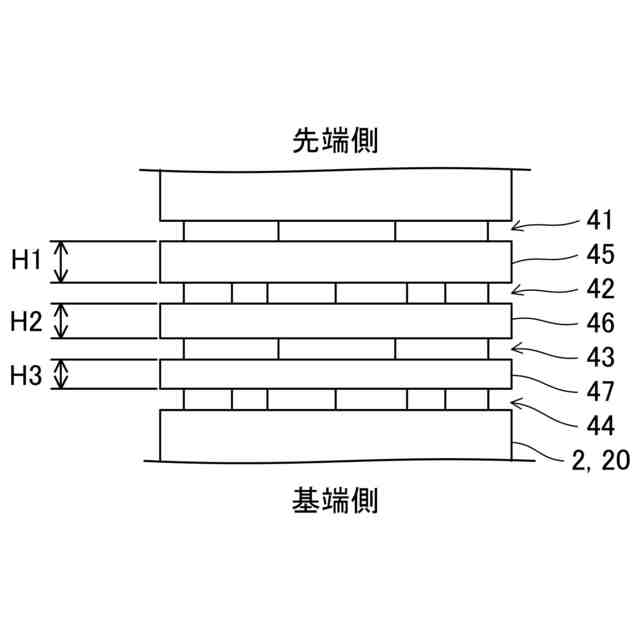
【解決手段】抵抗溶接装置は、積層された複数の被溶接材101、102からなるワーク100を加圧しかつ、ワークに給電することによって、複数の被溶接材を溶接する。抵抗溶接装置は、ワークに当接しかつ、ワークに対する加圧及び給電を行う電極2を備え、電極には、径方向の中央部において電極の中心軸方向に延びる冷媒路26と、冷媒路に連通すると共に、電極の外周面に開口するスリット41~44であって、中心軸方向に交差する面において周方向に延びるスリットと、が形成され、電極は、スリットを通じた冷媒の漏れを抑制する抑制部(カバー6)を有している。
【選択図】図2
特許請求の範囲
【請求項1】
積層された複数の被溶接材からなるワークを加圧しかつ、前記ワークに給電することによって、前記複数の被溶接材を溶接する抵抗溶接装置であって、
前記ワークに当接しかつ、前記ワークに対する加圧及び給電を行う電極を備え、
前記電極には、
径方向の中央部において、前記電極の中心軸方向に延びる冷媒路と、
前記冷媒路に連通すると共に、前記電極の外周面に開口するスリットであって、前記中心軸方向に交差する面において周方向に延びるスリットと、が形成され、
前記電極は、前記スリットを通じた冷媒の漏れを抑制する抑制部を有している、抵抗溶接装置。
続きを表示(約 870 文字)
【請求項2】
請求項1に記載の抵抗溶接装置において、
前記スリットは、前記ワークを挟んだ第1側に位置する第1電極と、第2側に位置する第2電極との少なくとも一方の電極に形成され、
前記抑制部は、前記スリットが形成された前記電極に取り付けられている、抵抗溶接装置。
【請求項3】
請求項1に記載の抵抗溶接装置において、
前記抑制部は、前記電極の外周面に取り付けられかつ、前記スリットの前記開口を覆うカバーである、抵抗溶接装置。
【請求項4】
請求項1に記載の抵抗溶接装置において、
前記冷媒路は、前記電極の先端部まで延びかつ冷媒の送り路を形成する内管を有し、
前記冷媒路は、前記内管の外側に冷媒の戻り路が形成された二重構造であり、
前記スリットは、前記戻り路に連通している、抵抗溶接装置。
【請求項5】
請求項1に記載の抵抗溶接装置において、
前記スリットは、前記中心軸方向に直交する面において周方向に延びており、
前記電極は、
前記中心軸方向に並んだ複数のスリットと、
前記中心軸方向に隣り合う第1スリットと第2スリットとによって形成されかつ、前記冷媒路を囲む環状であって、前記中心軸方向に撓むよう弾性変形可能な厚みを有するベースと、
前記第1スリット内及び前記第2スリット内のそれぞれに形成されかつ、前記中心軸方向に延びて前記ベースに接続されるコラムと、を有している、抵抗溶接装置。
【請求項6】
請求項1~5のいずれか1項に記載の抵抗溶接装置において、
前記電極は、前記ワークに当接するキャップチップと、前記キャップチップがその先端に取り付けられるシャンクと、前記シャンクを保持するホルダと、を有し、
前記スリットは、前記シャンク又は前記ホルダに形成され、
前記抑制部は、前記スリットが形成された、前記シャンク又は前記ホルダに取り付けられている、抵抗溶接装置。
発明の詳細な説明
【技術分野】
【0001】
ここに開示する技術は、抵抗溶接装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、スポット溶接装置が記載されている。スポット溶接装置は、ロボットと、溶接ガンとを備えている。ロボットは、溶接ガンを保持すると共に、溶接ガンを被溶接材の溶接箇所に位置づける。溶接ガンとロボットとの間には、イコライジング機構が介設している。イコライジング機構は、被溶接材の位置ずれ、及び/又は、ロボットのティーチング誤差を吸収する。
【先行技術文献】
【特許文献】
【0003】
特開昭59-92181号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
スポット溶接は抵抗溶接の一つである。抵抗溶接は、以下のプロセスを経ることによって、複数の被溶接材が溶接される。つまり、(1)第1電極及び第2電極が、複数の被溶接材からなるワークを挟み込んでワークを加圧しながら、ワークに給電する。(2)加圧によって被溶接材同士が接触することにより、ワークの接合界面に通電経路が形成されると共に、その接合界面においてジュール熱が発生する。(3)ワークの接合界面において、被溶接材が溶融する。(4)溶融した被溶接材が凝固してナゲットが生成され、溶接プロセスが完了する。
【0005】
抵抗溶接のプロセスにおいて、電極と被溶接材との間で放電が発生する場合がある。このような放電は、電極の先端を摩耗させる。溶接を繰り返している間に、電極の先端の形状が摩耗によって次第に変化することにより、溶接品質が低下するという課題が、抵抗溶接の技術分野には存在する。
【0006】
ここに開示する技術は、抵抗溶接における溶接品質の低下を抑制する。
【課題を解決するための手段】
【0007】
本願発明者らは、放電の発生が、前述した(1)~(4)のプロセスのうち、(2)及び/又は(3)において被溶接材が軟化/溶融する際に起きることを見出した。
【0008】
より詳細に説明をすると、溶接プロセス中、電極の先端面はワークに押し付けられている。ワークに押し付けられた電極は、ワークと溶接ガンとによって拘束されている。前記(2)及び/又は(3)において被溶接材が軟化/溶融すると、ワークと溶接ガンとによる電極の拘束が緩む。電極に付与されている荷重の中心が、電極の中心軸上であれば、拘束が緩んでも、電極の先端面は被溶接材の表面に対して相対的に動かずに、電極はワークに対して、電極の中心軸方向に押し付けられたままになる。尚、抵抗溶接においては一般的に、電極の中心軸は、ワークの表面に対して直交している。
【0009】
ところが、電極に付与されている荷重の中心が、電極の中心軸に対して偏心していたり、中心軸に対して傾いたりしていると、電極の拘束が緩むことに伴い、電極の先端面が被溶接材の表面を滑るように微少に動いてしまう。この移動時に、電極と被溶接材との間にズレが生じて、電極と被溶接材との間で放電が発生する。
【0010】
尚、以下において、電極に付与されている荷重の中心が、電極の中心軸に対して偏心していたり、中心軸に対して傾いたりしていることを、「荷重の中心が電極の中心軸に対してずれている」と言う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
モータ
4日前
マツダ株式会社
モータ
4日前
マツダ株式会社
鋳造装置
9日前
マツダ株式会社
車両の下部構造
1か月前
マツダ株式会社
車両の制御システム
23日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両のフレーム構造
10日前
マツダ株式会社
自動変速機の制御システム
23日前
マツダ株式会社
自動変速機の制御システム
4日前
マツダ株式会社
ワイヤハーネスの接続構造
17日前
マツダ株式会社
モータ及び車両用駆動システム
4日前
マツダ株式会社
成形体の製造方法及び製造装置並びに成形体
1か月前
マツダ株式会社
成形体の製造方法及び製造装置並びに成形体
1か月前
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
4日前
マツダ株式会社
繊維強化樹脂成形品の繊維含有率分布予測方法、繊維含有率分布予測装置、繊維含有率分布予測プログラム、及び記録媒体
1か月前
個人
面取り装置
2か月前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
シヤチハタ株式会社
組立ライン
25日前
日東精工株式会社
組み付け装置
23日前
トヨタ自動車株式会社
治具
2か月前
エンシュウ株式会社
工作機械
1か月前
株式会社不二越
タップ
10日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社ダイヘン
アーク溶接制御方法
11日前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
ダイハツ工業株式会社
冷却構造
23日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ