TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023162166
公報種別
公開特許公報(A)
公開日
2023-11-08
出願番号
2023119419,2019141512
出願日
2023-07-21,2019-07-31
発明の名称
キッチンタオルロール
出願人
日本製紙クレシア株式会社
代理人
弁理士法人坂本国際特許商標事務所
主分類
B31F
1/07 20060101AFI20231031BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】坪量を過剰に高くせずに一定の範囲にした条件でも、吸水性が良好で嵩張らず、プライ剥がれせずに、交換頻度が少ないキッチンタオルロールを提供する。
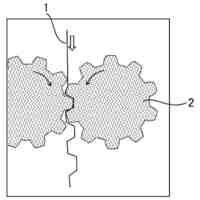
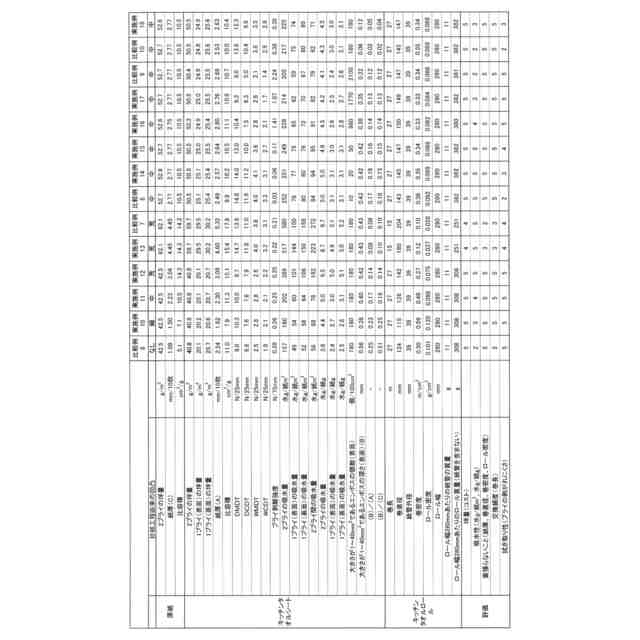
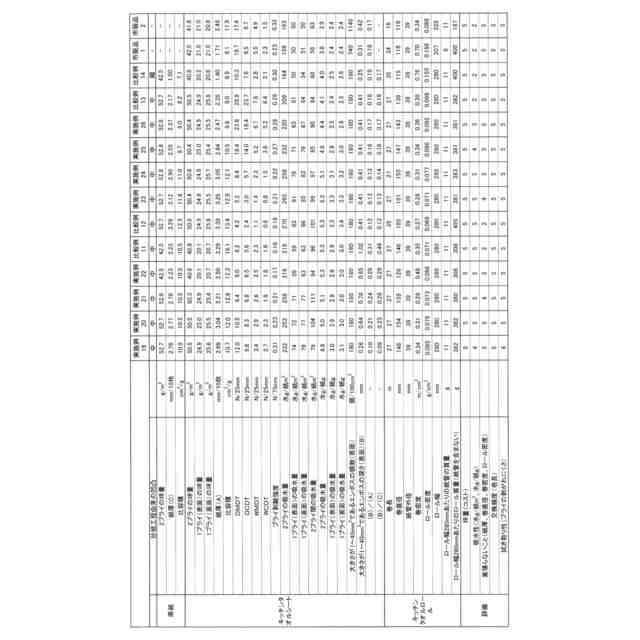
【解決手段】ドット状のエンボスパターンが付与されたシートをグルーで接着処理し、2プライに積層したキッチンタオルシートをロール状に巻取ったキッチンタオルロールであって、キッチンタオルシートは、エンボスパターンとは異なる抄紙工程由来の凹凸のパターンを有しており、2プライの坪量が32g/m
2
以上65g/m
2
以下、紙厚が1.6mm/10枚以上4.7mm/10枚以下、比容積が7cm
3
/g以上16cm
3
/g以下であり、プライ剥離強度が0.05N/75mm以上2.0N/75mm以下であり、2プライの1m
2
あたりの吸水量が155g以上520g以下であり、かつ、1gあたりの吸水量が4.3g以上9.5g以下であることを特徴とする、キッチンタオルロールを提供する。
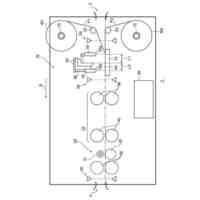
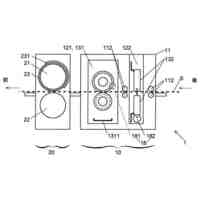
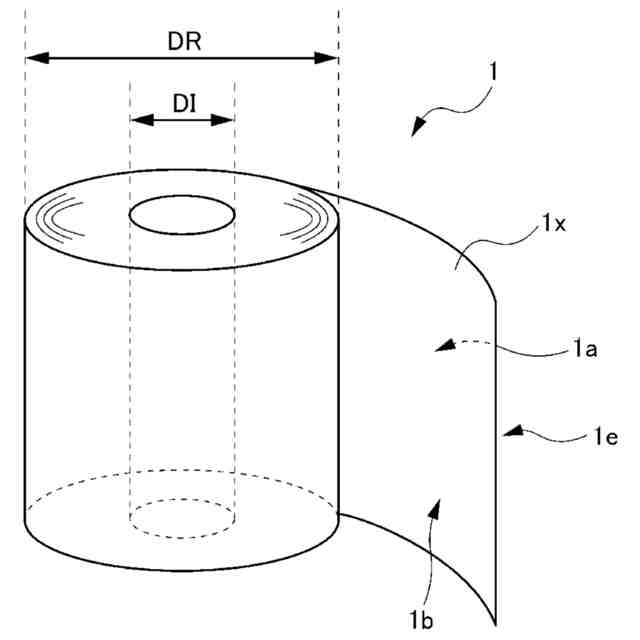
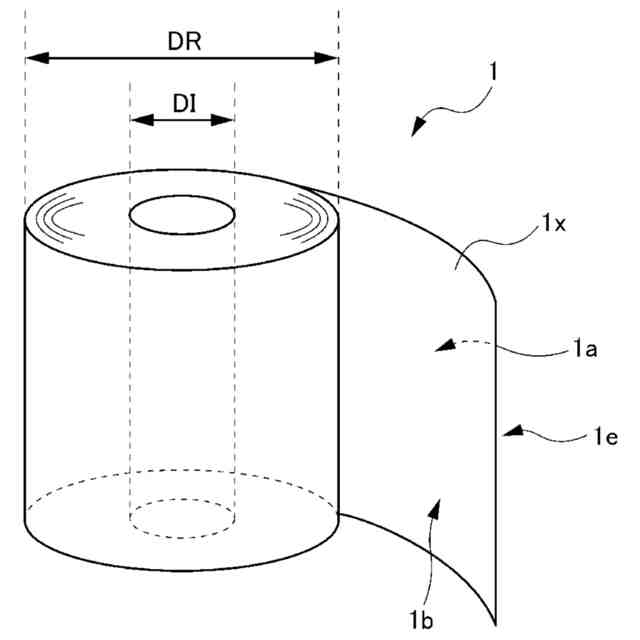
【選択図】図1
特許請求の範囲
【請求項1】
ドット状のエンボスパターンが付与されたシートをグルーで接着処理し、2プライに積層したキッチンタオルシートをロール状に巻取ったキッチンタオルロールであって、
前記キッチンタオルシートは、前記エンボスパターンとは異なる抄紙工程由来の凹凸のパターンを有しており、
2プライの坪量が32g/m
2
以上65g/m
2
以下、紙厚が1.6mm/10枚以上4.7mm/10枚以下、比容積が7cm
3
/g以上16cm
3
/g以下であり、
プライ剥離強度が0.05N/75mm以上2.0N/75mm以下であり、
2プライの1m
2
あたりの吸水量が155g以上520g以下であり、かつ、1gあたりの吸水量が4.3g以上9.5g以下であり、2プライ間の1m
2
あたりの吸水量が63g以上250g以下であり、
前記キッチンタオルロールの巻長が15m以上40m以下、巻直径が113mm以上180mm以下であることを特徴とする、キッチンタオルロール。
続きを表示(約 600 文字)
【請求項2】
前記エンボスパターンにおけるエンボスの深さ/キッチンタオルシート全体の紙厚の比が、0.05以上0.30以下であることを特徴とする、請求項1に記載のキッチンタオルロール。
【請求項3】
前記エンボスパターンにおいて、大きさが1mm
2
以上40mm
2
以下の面積であるエンボスの単位面積100cm
2
あたりの個数が、20個以上1800個以下であることを特徴とする、請求項1又は2に記載のキッチンタオルロール。
【請求項4】
前記エンボスパターンにおいて、大きさが1mm
2
以上40mm
2
以下の面積であるエンボスの深さが、0.07mm以上0.80mm以下であることを特徴とする、請求項1から3のいずれか1項に記載のキッチンタオルロール。
【請求項5】
ロール密度が0.03g/cm
3
以上0.15g/cm
3
以下であることを特徴とする、請求項1から4のいずれか1項に記載のキッチンタオルロール。
【請求項6】
巻密度が0.11m/cm
2
以上0.65m/cm
2
以下であることを特徴とする、請求項1から5のいずれか1項に記載のキッチンタオルロール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、キッチンタオルロールに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、キッチンタオルが各種開発されている。キッチンタオルは吸水量や吸油量が重要であり、吸水量や吸油量を高くする抄紙技術が開発されている。また、エンボスパターンによって、紙厚を低くする技術も開発されている。
【0003】
例えば、特許文献1には、パルプを主成分とし、シートを1枚又は2枚以上重ねてなり、1組の坪量が15~50g/m
2
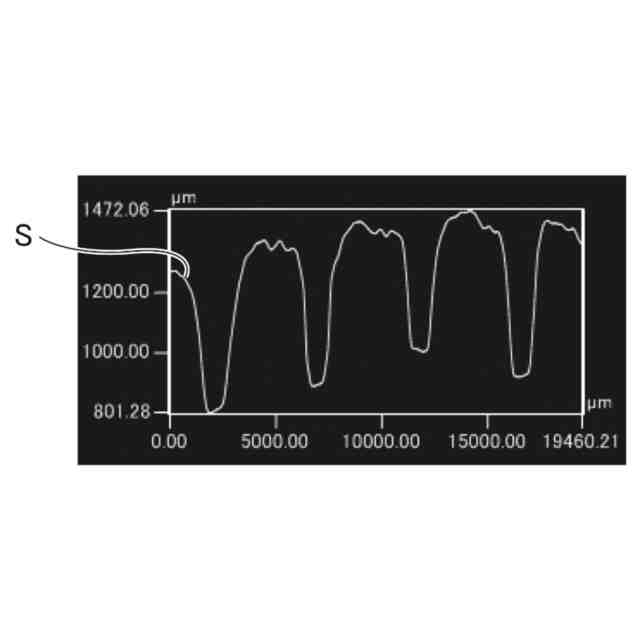
、かつ吸油量/坪量が4.5~7.5OIL-g/gであり、抄紙機以外の工程で機械的に行ったエンボスを避けた部分の測定視野の長さを1.0-1.4mmとしたとき、表面の凹凸の高低差が100~600μm、スキャン面積10cm×10cmの条件下で行った表面の凹部の面積率が2~12%であり、ドライクレープを適用してなるキッチンタオル及びその製造方法が開示されている。
また、特許文献2には、高バルクのティッシュ紙を製造するティッシュ製紙機械のプレス部分でプレスすることにより、湿った繊維性ウェブに凹凸付けするための凹凸付けベルトの凹凸付け層であって、凹凸付け層は不織であり、繊維性ウェブと協力する表面を伴うウェブ運搬側をもち、その表面には、その表面に三次元構造を形作るくぼみあるいは高くなった部分があることを特徴とする凹凸付け層、高バルクなクレープティッシュ紙ウェブ製造用のプレス部分及び製紙機械、ならびにその製造方法が開示されている。
さらに、特許文献3には、ロール状紙製品の製造法であって、少なくとも1つのペーパーウェブを準備する工程と、少なくとも1つのウェブの全表面積の少なくとも約22%を覆うエンボス模様を用いて、少なくとも1つのウェブをエンボス加工する工程と、を含み、模様は、少なくとも約80%の線状エンボスを含み、完成品のキャリパーが、エンボス加工したベースシートのキャリパーよりも小さいことを特徴とする、ロール状紙製品及びその製造法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5373208号公報
特表2011-506780号公報
特表2016-540530号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、吸水量はエンボスのパターンによっても異なり、上記の抄紙技術だけで吸水量を良好にすることは困難であった。特に、上記のような抄紙技術で得られた厚い原紙を用いる場合、通常の原紙と同様にエンボスを入れると、エンボス部の紙が潰れて、吸水量が低下することが分かった。すなわち、通常の原紙の場合、吸水量を高めるためにエンボスを入れて嵩高にすることが常識であるが、原紙を嵩高にする抄紙技術の場合、一般的なエンボスの考え方では、吸水量を良好にすることが困難であることが分かった。
【0006】
そこで、エンボス部を少なくすると、水を吸収する際にプライが剥がれて、紙が破れたり、ふき取り性が劣ったりする。すなわち、通常のタオル原紙の場合と異なり、上記の抄紙技術の原紙を用いると、吸水量が多くなるので、プライが剥がれたり、紙が破れやすくなったりする。
また、特許文献3のように、エンボス処理で紙厚を低くするパターンを用いた場合、吸水量が低くなる場合がある。もちろん、坪量を高くすると吸水量は向上するが、コストが高くなる。
【0007】
したがって、本発明は、以上の課題に鑑みてなされたものであり、坪量を過剰に高くせずに一定の範囲にした条件でも、吸水性が良好で嵩張らず、プライ剥がれせずに、交換頻度が少ないキッチンタオルロールを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の発明者らは、上記課題を解決するため、鋭意研究を行った。その結果、エンボスパターンとは異なる凹凸パターンを施し、キッチンタオルシートの坪量、紙厚、比容積、及び特有のパラメーターを調整することにより、上記の課題を解決できることを見出し、本発明を完成するに至った。具体的には、本発明は以下のものを提供する。
【0009】
(1)本発明の第1の態様は、ドット状のエンボスパターンが付与されたシートをグルーで接着処理し、2プライに積層したキッチンタオルシートをロール状に巻取ったキッチンタオルロールであって、前記キッチンタオルシートは、前記エンボスパターンとは異なる抄紙工程由来の凹凸のパターンを有しており、2プライの坪量が32g/m
2
以上65g/m
2
以下、紙厚が1.6mm/10枚以上4.7mm/10枚以下、比容積が7cm
3
/g以上16cm
3
/g以下であり、プライ剥離強度が0.05N/75mm以上2.0N/75mm以下であり、2プライの1m
2
あたりの吸水量が155g以上520g以下であり、かつ、1gあたりの吸水量が4.3g以上9.5g以下であり、2プライ間の1m
2
あたりの吸水量が63g以上250g以下であり、前記キッチンタオルロールの巻長が15m以上40m以下、巻直径が113mm以上180mm以下であることを特徴とする、キッチンタオルロールである。
【0010】
(2)本発明の第2の態様は、(1)に記載のキッチンタオルロールであって、前記エンボスパターンにおけるエンボスの深さ/キッチンタオルシート全体の紙厚の比が、0.05以上0.30以下であることを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デュプロ
包装装置
2か月前
サンテクス株式会社
罫線加工機
8か月前
サンテクス株式会社
罫線加工機ローラー
8か月前
東洋製罐株式会社
搬送機構
3か月前
東罐興業株式会社
紙蓋の製造方法
1か月前
日産自動車株式会社
折目付装置
3か月前
株式会社ホニック
折り畳み接合検査方法
5か月前
株式会社リコー
シート処理装置及び画像形成装置
9か月前
大宝製袋株式会社
底ガゼット付き袋体の製造方法
6か月前
株式会社上田紙工機
スリップシート折り曲げ機
8か月前
ザ・パック株式会社
折曲げ治具及び折曲げ方法
5か月前
ライオン株式会社
製函治具及び製函方法
3か月前
東洋製罐株式会社
パウチ製造方法およびパウチ製造装置
7か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
2か月前
藤森工業株式会社
包装容器の製造方法および製造装置
5か月前
株式会社ユウコス
罫線入りシート製造装置
5か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
1か月前
株式会社ISOWA
可搬型通信装置、及び通信システム
5か月前
株式会社フジシール
包装容器の製造方法および包装容器
1か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
1か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
5か月前
株式会社ISOWA
グルア装置、及びグルア装置用の搬送補助装置
10か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
1か月前
ジオパック株式会社
ガス抜き袋体の製造方法
7か月前
王子ホールディングス株式会社
防汚装置、エンボスユニット、シート製造装置、及び防汚方法
9か月前
TOPPANホールディングス株式会社
複合容器の製造方法及び複合容器用の紙複合原反
6か月前
三菱重工機械システム株式会社
段ボールシートの製造装置および方法
9か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
2か月前
株式会社New IWASHO
製袋機
5か月前
全利機械股分有限公司
ふわふわした多層織物製品を作り出すためのエンボス加工装置
5か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
1か月前
パックサイズ,エルエルシー
ボックス形成機
1か月前
三菱重工機械システム株式会社
段ボールシートの不良検出装置および方法並びに製函機
6か月前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
1か月前
五洋紙工株式会社
配送ラベル用原反を作製するための加圧ロール、およびそれを用いた配送ラベル用原反の製造方法
8か月前
パックサイズ,エルエルシー
ボックス組立ての方法およびシステム
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ