TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023079158
公報種別
公開特許公報(A)
公開日
2023-06-07
出願番号
2022126841
出願日
2022-08-09
発明の名称
ベルレス高炉の原料装入装置及び原料装入方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21B
7/18 20060101AFI20230531BHJP(鉄冶金)
要約
【課題】小塊コークスを鉱石に混合して装入するコークス混合装入において、鉱石に混合する小塊コークスを増やしても通気性を損なわない炉内装入物の分布を形成することのできる、ベルレス高炉の原料装入装置及び原料装入方法を提供することを目的とする。
【解決手段】
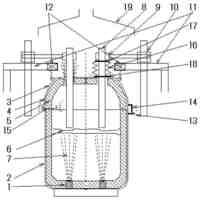
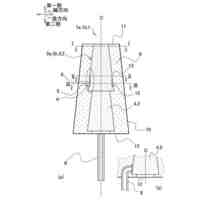
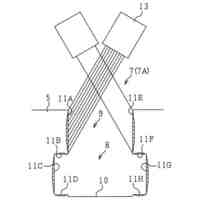
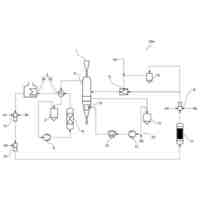
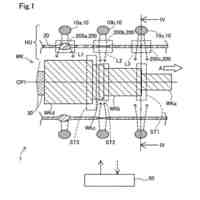
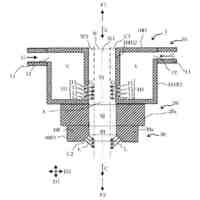
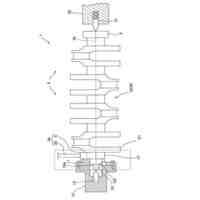
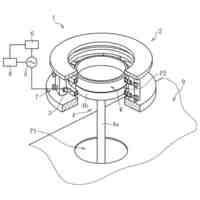
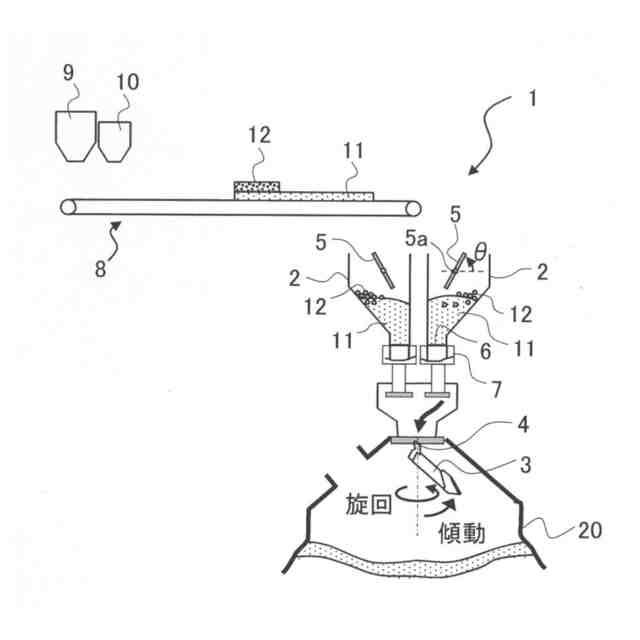
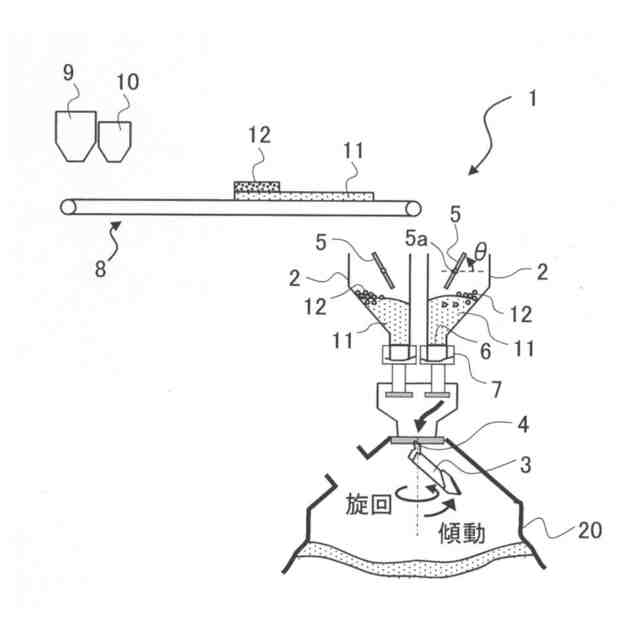
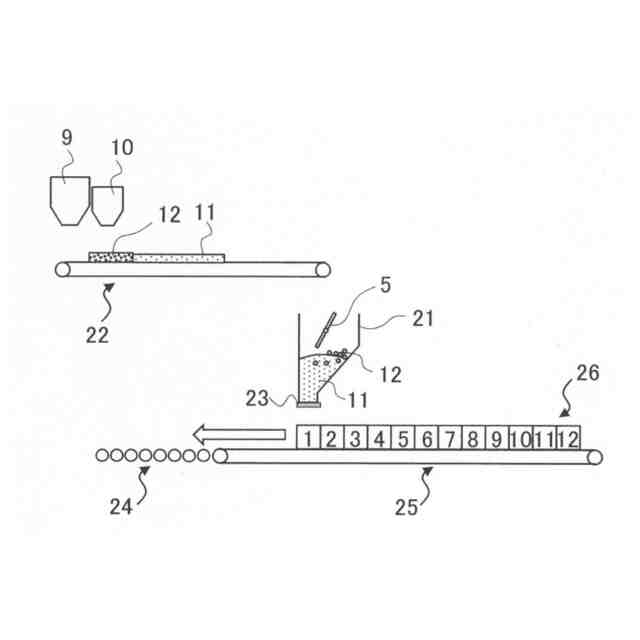
装入ベルトコンベア、偏心型炉頂ホッパー及び旋回シュートを有するベルレス高炉の原料装入装置であって、前記偏心型炉頂ホッパーは、当該偏心型炉頂ホッパーの内部に偏析制御板を有し、前記偏析制御板は、前記装入ベルトコンベアを介して前記偏心型炉頂ホッパーに投入される高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する機能を備える。
【選択図】図1
特許請求の範囲
【請求項1】
装入ベルトコンベア、偏心型炉頂ホッパー及び旋回シュートを有するベルレス高炉の原料装入装置であって、
前記偏心型炉頂ホッパーは、当該偏心型炉頂ホッパーの内部に偏析制御板を有し、
前記偏析制御板は、前記装入ベルトコンベアを介して前記偏心型炉頂ホッパーに投入される高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する機能を備える、ベルレス高炉の原料装入装置。
続きを表示(約 1,500 文字)
【請求項2】
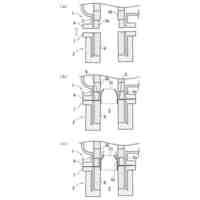
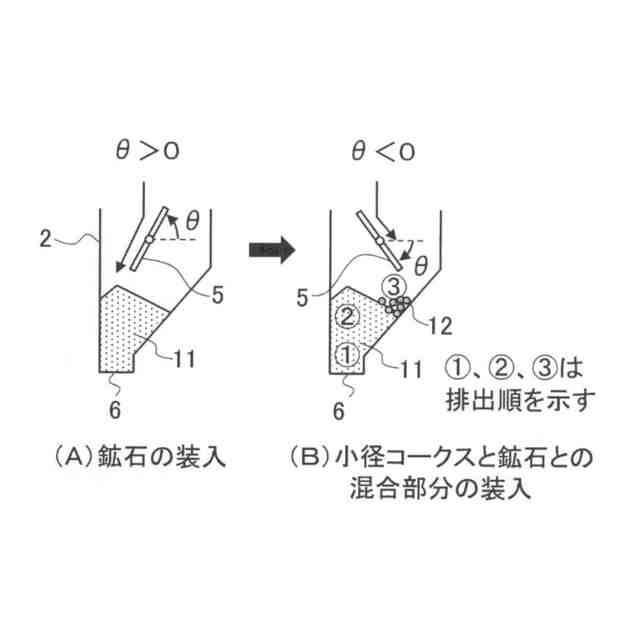
前記偏析制御板は、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を、前記偏心型炉頂ホッパーの排出口に近い位置と排出口から遠い位置とに切り替えることで、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する、請求項1に記載のベルレス高炉の原料装入装置。
【請求項3】
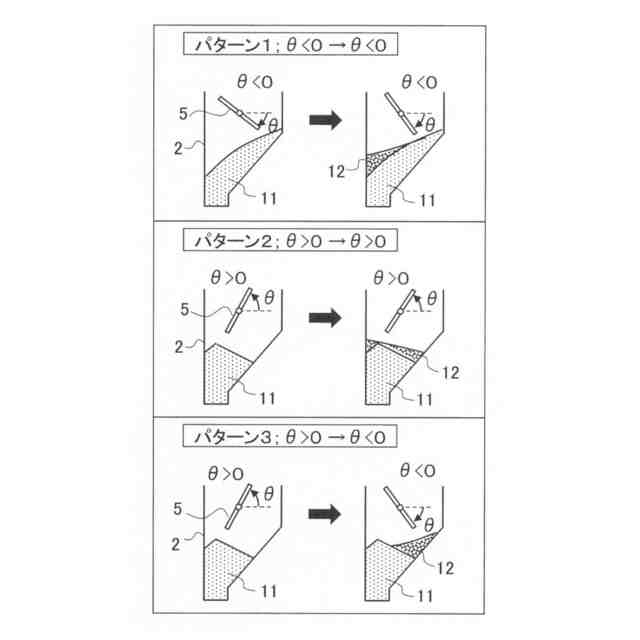
前記偏析制御板は、水平方向に対する角度を調整可能であり、角度を調整することで、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する、請求項1または請求項2に記載のベルレス高炉の原料装入装置。
【請求項4】
前記高炉装入原料が鉱石と小塊コークスとの混合原料であり、前記偏析制御板は、前記偏心型炉頂ホッパーに投入される混合原料のうちの小塊コークスを前記偏心型炉頂ホッパーの排出口から遠い位置に偏析させる機能を備えるとともに、前記旋回シュートは、旋回しながら高炉の中心から外周に向かう逆傾動装入の機能を備える、請求項1または請求項2に記載のベルレス高炉の原料装入装置。
【請求項5】
前記高炉装入原料が鉱石と小塊コークスとの混合原料であり、前記偏析制御板は、前記偏心型炉頂ホッパーに投入される混合原料のうちの小塊コークスを前記偏心型炉頂ホッパーの排出口から遠い位置に偏析させる機能を備えるとともに、前記旋回シュートは、旋回しながら高炉の中心から外周に向かう逆傾動装入の機能を備える、請求項3に記載のベルレス高炉の原料装入装置。
【請求項6】
装入ベルトコンベアによって輸送された高炉装入原料を偏心型炉頂ホッパーに一時貯留し、一時貯留した前記高炉装入原料を前記偏心型炉頂ホッパーから排出し、排出される前記高炉装入原料を旋回シュートによって高炉内に装入するベルレス高炉の原料装入方法であって、
前記装入ベルトコンベアを介して前記偏心型炉頂ホッパーへ投入される前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を、前記偏心型炉頂ホッパーの内部に設置された偏析制御板を用いて制御し、前記高炉装入原料の前記偏心型炉頂ホッパーの内部における偏析挙動を調整する、ベルレス高炉の原料装入方法。
【請求項7】
前記偏析制御板は、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を、前記偏心型炉頂ホッパーの排出口に近い位置と排出口から遠い位置とに切り替えることで、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する、請求項6に記載のベルレス高炉の原料装入方法。
【請求項8】
前記偏析制御板は、水平方向に対する角度を調整可能であり、角度を調整することで、前記高炉装入原料の前記偏心型炉頂ホッパーにおける堆積位置を制御する、請求項6または請求項7に記載のベルレス高炉の原料装入方法。
【請求項9】
同一バッチ内において異なる原料を前記高炉装入原料として同一の前記偏心型炉頂ホッパーに投入する際、前記偏析制御板を用いて前記原料の堆積位置を制御し、前記偏心型炉頂ホッパーの内部における前記原料の偏析挙動を調整する、請求項6または請求項7に記載のベルレス高炉の原料装入方法。
【請求項10】
同一バッチ内において異なる原料を前記高炉装入原料として同一の前記偏心型炉頂ホッパーに投入する際、前記偏析制御板を用いて前記原料の堆積位置を制御し、前記偏心型炉頂ホッパーの内部における前記原料の偏析挙動を調整する、請求項8に記載のベルレス高炉の原料装入方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ベルレス高炉の原料装入装置及び原料装入方法に関し、詳しくは、偏心型炉頂ホッパーに貯留された高炉装入原料をベルレス高炉に装入する際に、炉心下部の塊コークス充填層の空隙率を悪化させる原料の排出位置を制御し、高炉内のガス流れを適正化することのできる原料装入装置及び原料装入方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
溶銑を製造する高炉(「溶鉱炉」ともいう)においては、鉄鉱石(以下、単に「鉱石」と記す)とコークスとを交互に炉内へ装入し、炉内の装入物として鉱石層とコークス層とを形成する装入方式が一般的である。この場合、高炉炉内のガス流れを適正化するためには、炉心近傍の中心ガス流と炉壁近傍の周辺ガス流とのバランスが重要である。高炉内でのガス流れは、コークスなどの鉱石とは通気性が異なる原料銘柄と鉱石との装入比率、混合状態、及び、各原料銘柄の粒度分布によって決定される。
【0003】
また、同時に、適正な通気性は高炉の径方向の位置によって異なるために、各原料銘柄の装入分布と混合状態と粒度分布とを、高炉の径方向のそれぞれの位置によって制御することが重要である。更に、炉内において、鉱石層は、1200~1400℃の温度の範囲では軟化融着して圧力損失が高くなるので、軟化融着した鉱石層の厚みを制御し、通気性を確保することも重要である。
【0004】
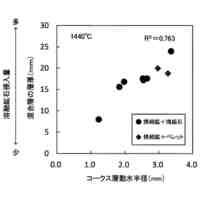
軟化融着した鉱石層の通気性を改善する技術として、近年、大塊コークスよりもやや小径の粒径5~40mm程度の小塊コークスを鉱石に混合して装入するコークス混合装入が行われている。この技術は、鉱石に小塊コークスを混合することにより、軟化した鉱石層の通気性を向上させるとともに、鉱石の還元性を向上させる効果を有する技術である。
【0005】
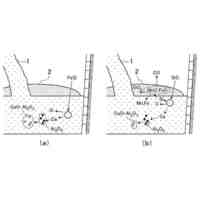
しかし、小塊コークスを多量に鉱石に混合すると、混合した小塊コークスが、高炉内で炉下部に到達するまでに、還元ガス及び鉱石との反応で消失しきらず、高炉の炉心下部の塊コークス充填層に至るまで残存し、径の小さい未消失の小塊コークス(残存小塊コークス)が塊コークス充填層の間隙に入り込んで、炉下部の通気性を悪化させることがある。
【0006】
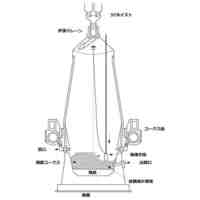
原料の高炉内での装入分布を制御する方法として、旋回機能と傾動機能とを備える旋回シュートを用いて原料を高炉内に装入する技術が採用されている。旋回シュートを備える高炉をベルレス高炉と呼ぶ。この旋回シュートを用いることで、炉頂ホッパーから切り出された原料を高炉内径方向の任意の位置へ装入することが可能となる。
【0007】
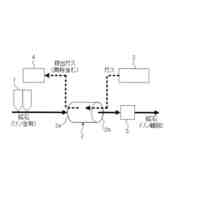
ベルレス高炉では、高炉装入原料は装入コンベアから炉頂ホッパーに貯留され、その後、旋回シュートによって炉内に装入される。装入コンベアから炉頂ホッパーへの輸送、及び、炉頂ホッパーから旋回シュートを経ての高炉内への装入は、いずれも落差が存在し且つ原料が着地する堆積面に傾斜が存在するために、粒径または密度に差を有する原料は炉頂ホッパー内及び高炉内でそれぞれ偏析する。
【0008】
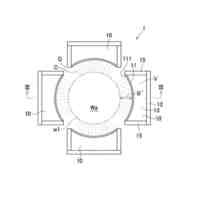
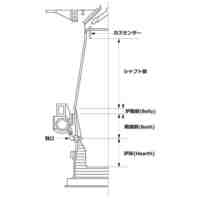
更に、炉頂ホッパー内に貯留された高炉装入原料が炉頂ホッパーから排出される際には、炉頂ホッパーの排出口の直上方向に存在する原料の流下速度が速く、排出口から水平方向の距離が大きいほど流下速度が遅くなる現象が起こり、原料の粒径差や密度差の有無に拘わらず排出時の原料偏析が生じる。ベルレス高炉の炉頂ホッパーでは、一般に、排出口がホッパー中心から高炉の中心側に偏心した構造(「偏心型炉頂ホッパー」と呼ぶ)となっており、前述した排出時の原料偏析が大きくなる。
【0009】
したがって、ベルレス高炉において、偏心型炉頂ホッパーからの高炉装入原料の排出のバラツキを減少し、ベルレス高炉の炉径方向での高炉装入原料の分布を制御する多数の手段が提案されている。
【0010】
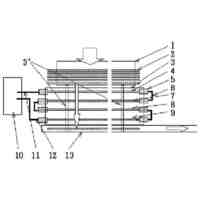
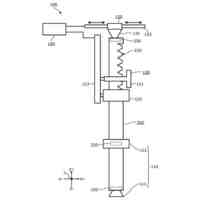
例えば、特許文献1には、装入ベルトコンベア、炉頂ホッパー及び旋回シュートを有するベルレス高炉の原料装入装置であって、前記炉頂ホッパーが偏心型炉頂ホッパーであり、前記偏心型炉頂ホッパーの上部に、鉛直線に対する角度を調整可能な上部ダンパーを有し、前記偏心型炉頂ホッパーの下部に、鉛直線に対する角度を調整可能な下部ダンパーを有する原料装入装置が提案されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
22日前
個人
鋼片の直接通電加熱装置
1か月前
東京窯業株式会社
ガス吹き込みプラグ
1か月前
日本製鉄株式会社
高純度鋼の溶製方法
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
12日前
株式会社神戸製鋼所
鉄源の製造方法
18日前
日本製鉄株式会社
高炉の操業方法
2か月前
株式会社ジェイテクト
焼入装置、および焼入方法
5日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
12日前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
15日前
株式会社プロテリアル
クロムモリブデンバナジウム鋼の製造方法
2か月前
日本製鉄株式会社
溶鋼の真空脱ガス処理方法
2か月前
トヨタ自動車株式会社
焼入れ装置
18日前
日本製鉄株式会社
バッチ式加熱炉の操業方法
12日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
2日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
3日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
3日前
日本発條株式会社
コイルばねの製造方法
3日前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
1か月前
JFEスチール株式会社
高炉操業方法
17日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
22日前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
高炉操業方法
2か月前
JFEスチール株式会社
高炉操業方法
2か月前
JFEスチール株式会社
高炉操業方法
2か月前
JFEスチール株式会社
転炉の操業方法
3日前
NTN株式会社
熱処理方法、熱処理装置及び熱処理用加熱プログラム
2か月前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ