TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023079004
公報種別
公開特許公報(A)
公開日
2023-06-07
出願番号
2021192386
出願日
2021-11-26
発明の名称
研磨装置
出願人
不二越機械工業株式会社
代理人
弁理士法人綿貫国際特許・商標事務所
主分類
B24B
9/00 20060101AFI20230531BHJP(研削;研磨)
要約
【課題】装置の小型化と研磨パッドの高寿命化とを実現した研磨装置を提供する。
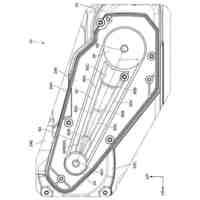
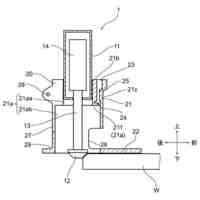
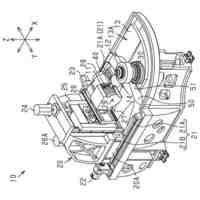
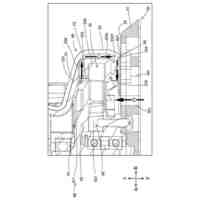
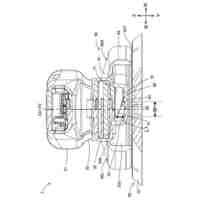
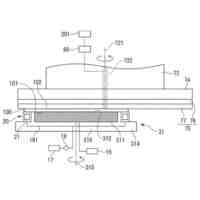
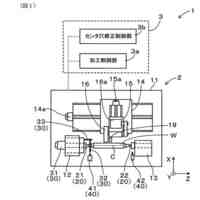
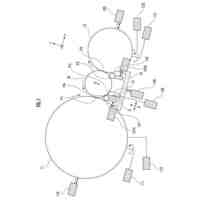
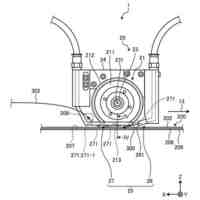
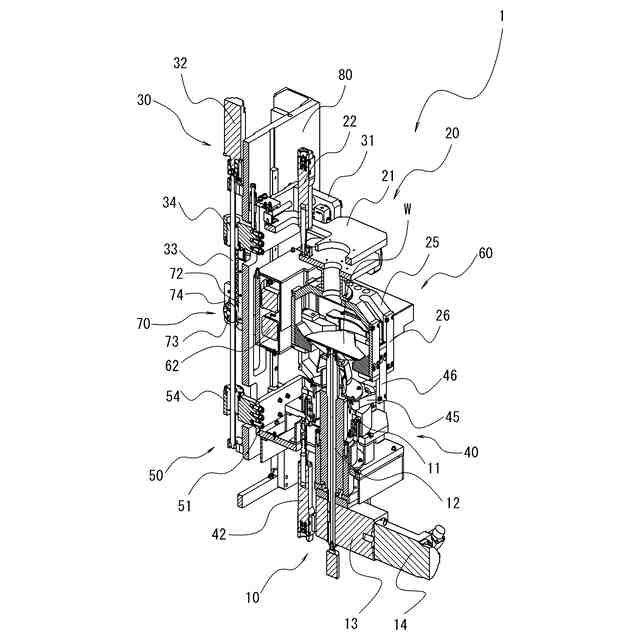
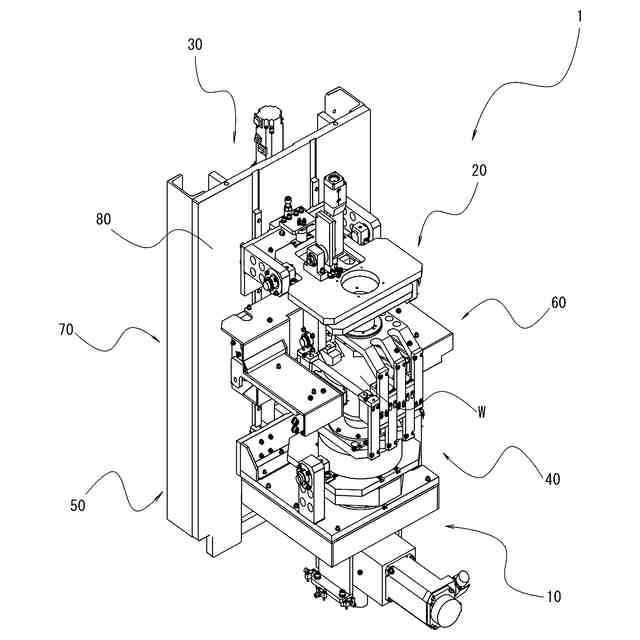
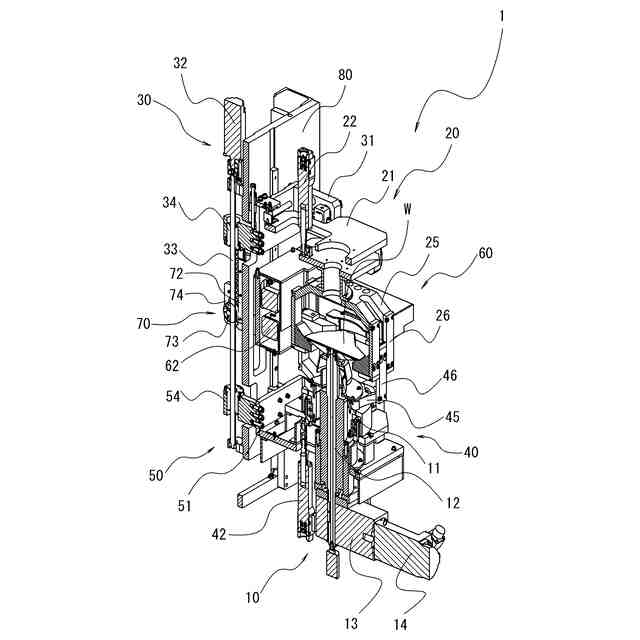
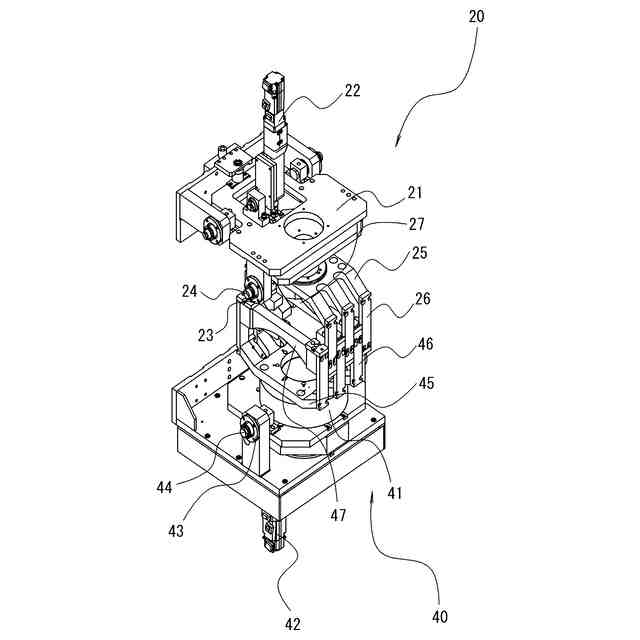
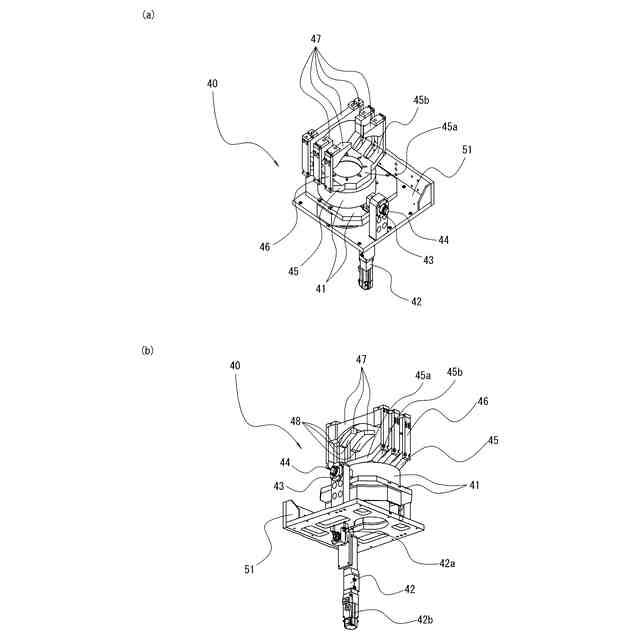
【解決手段】円板形状のワークWの端部領域の研磨をする研磨装置1であって、前記ワークWの第1面側に離間して設けられた第1揺動軸24によって揺動可能に支持された第1支持部25と、前記第1支持部25に対して第1連結部26によって固定されて、研磨時において前記ワークWの第2面側のエッジに摺接する第1研磨部と、を有する第1研磨機構20と、前記ワークWの前記第2面側に離間して設けられた第2揺動軸によって揺動可能に支持された第2支持部45と、前記第2支持部45に対して第2連結部46によって固定されて、研磨時において前記ワークWの前記第1面側のエッジに摺接する第2研磨部と、を有する第2研磨機構40と、を備えることを特徴とする研磨装置。
【選択図】図2
特許請求の範囲
【請求項1】
円板形状のワークの端部領域の研磨をする研磨装置であって、
前記ワークの第1面側に離間して設けられた第1揺動軸によって揺動可能に支持された第1支持部と、前記第1支持部に対して第1連結部によって固定されて、研磨時において前記ワークの第2面側のエッジに摺接する第1研磨部と、を有する第1研磨機構と、
前記ワークの前記第2面側に離間して設けられた第2揺動軸によって揺動可能に支持された第2支持部と、前記第2支持部に対して第2連結部によって固定されて、研磨時において前記ワークの前記第1面側のエッジに摺接する第2研磨部と、を有する第2研磨機構と、を備えること
を特徴とする研磨装置。
続きを表示(約 1,600 文字)
【請求項2】
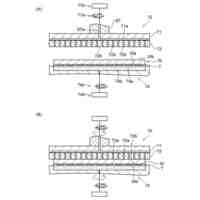
前記第1連結部は、前記第1支持部から前記第2面側に延在する複数の棒状部材が、所定間隔の第1隙間を空けて前記第1揺動軸及び前記第2揺動軸の軸心方向に沿って櫛状に並設される構成であり、
前記第1研磨部は、複数に分割された第1定盤が、前記軸心方向に沿って前記第1隙間を空けて並設される構成であり、
前記第2連結部は、前記第2支持部から前記第1面側に延在する複数の棒状部材が、所定間隔の第2隙間を空けて前記軸心方向に沿って櫛状に並設される構成であり、
前記第2研磨部は、複数に分割された第2定盤が、前記軸心方向に沿って前記第2隙間を空けて並設される構成であり、
研磨時において、各前記第2隙間に、対応位置の各前記第1定盤が入り込んでおり、且つ各前記第1隙間に、対応位置の各前記第2定盤が入り込んでいることによって、前記第1定盤と前記第2定盤とは前記軸心方向において交互に組み合わされた状態で密接しており、前記ワークを前記第2面側と前記第1面側とから挟持可能に構成されていること
を特徴とする請求項1記載の研磨装置。
【請求項3】
前記第1連結部は、前記第1連結部の各前記棒状部材を平行に二列備えている構成であり、
前記第2連結部は、前記第2連結部の各前記棒状部材を平行に二列備えている構成であること
を特徴とする請求項2記載の研磨装置。
【請求項4】
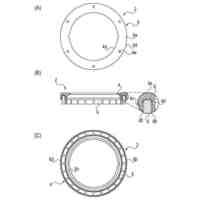
前記第1定盤は、少なくとも前記ワークに摺接する位置に前記複数に分割された第1定盤全体として、一つの球面内形状の凹部を有しており、
前記第2定盤は、少なくとも前記ワークに摺接する位置に前記複数に分割された第2定盤全体として、一つの球面内形状の凹部を有していること
を特徴とする請求項2又は請求項3記載の研磨装置。
【請求項5】
第3支持部と、前記第3支持部に連結されて、研磨時において前記ワークの側面に摺接する第3研磨部と、を有する第3研磨機構をさらに備えること
を特徴とする請求項1から請求項4のいずれか一項記載の研磨装置。
【請求項6】
前記第1研磨機構と、前記第2研磨機構と、はそれぞれ回転駆動部を備えており、前記ワークの中心を通り前記第1面及び前記第2面に垂直な軸を中心軸として回転駆動されること
を特徴とする請求項1から請求項5のいずれか一項記載の研磨装置。
【請求項7】
前記第3研磨機構は、回転駆動部を備えており、前記ワークの中心を通り前記第1面及び前記第2面に垂直な軸を中心軸として回転駆動されること
を特徴とする請求項5又は請求項6記載の研磨装置。
【請求項8】
前記第1支持部は、第1揺動駆動部によって揺動駆動される構成であり、
前記第2支持部は、第2揺動駆動部によって揺動駆動される構成であり、
前記第1揺動駆動部と前記第2揺動駆動部とは、電動シリンダ、又はエアシリンダであること
を特徴とする請求項1から請求項7のいずれか一項記載の研磨装置。
【請求項9】
前記第1支持部と、前記第2支持部と、は一つの揺動駆動部によって揺動駆動される構成であり、
前記揺動駆動部は、電動シリンダ、又はエアシリンダであること
を特徴とする請求項1から請求項7のいずれか一項記載の研磨装置。
【請求項10】
一つのサーボモータをさらに備えており、
前記第1研磨機構と前記第2研磨機構とは、前記一つのサーボモータによって前記第1面及び前記第2面に垂直な方向に揺動駆動される構成であること
を特徴とする請求項1から請求項9のいずれか一項記載の研磨装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えばウェハのようなワークの端部領域の研磨をする研磨装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
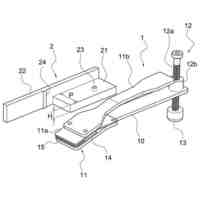
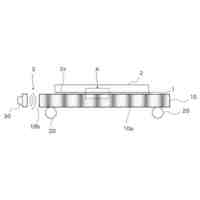
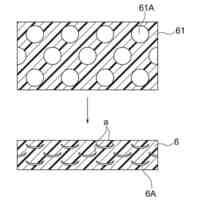
ワークテーブルによって保持された半導体ウェハ(本願では、「ワーク」と称する)を、二つの研磨プレートによって挟み込んでワークの端部領域の研磨をする研磨装置が知られている(特許文献1:特開2007-157789号公報参照)。当該研磨装置においては、ワークを保持するためのワークテーブルと、当該ワークテーブルのテーブル軸に対して所定位相だけ傾いて設けられて、内側に部分球面が設けられた研磨パッドが貼付された複数のパッドブロック(本願では、第1研磨部(第1定盤)、第2研磨部(第2定盤)に相当)が連結された、二つの研磨プレートによってワークを挟持する構成となっている。
【先行技術文献】
【特許文献】
【0003】
特開2007-157789号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
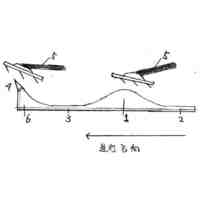
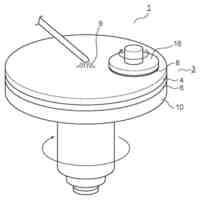
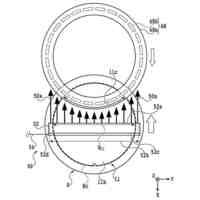
特許文献1に例示される研磨装置では、研磨プレートに連結されたパッドブロックは複数に分割されて相互に間隔が空けられており、一方のパッドブロックの研磨面が他方のパッドブロックの研磨面の間に配されて、二つの研磨プレートが向かい合わされて押圧力が加えられる。また、二つの研磨プレートの回転軸が傾斜した状態で、二つの研磨プレートは回転駆動される。この時、ワークは、向かい合った研磨プレートによって作られる空間内に配置され、当該ワークも回転駆動されることによって、ワークの端部領域が研磨される。
【0005】
特許文献1に例示される研磨装置は、二つの研磨プレートが回転駆動されて、ワークと、パッドブロックに貼付された研磨パッドと、の摺接位置を変えることによって、研磨機構の摩耗箇所を分散させて研磨パッドの高寿命化を図っている。しかしながら、上記の場合、研磨プレートが回転駆動されるため、研磨プレート及びパッドブロックが回転の全周分に及ぶこととなり、装置が大型化するという課題があった。
【0006】
一方、上記の課題に対して、パッドブロックが存在する範囲を狭くし、さらに、研磨プレートの回転の位相を限定することによって、装置を小型化する対応も考えられる。しかしながら、その場合には、研磨パッドの分散箇所が狭くなり、研磨パッドが低寿命化してしまうという別の課題が生じ得る。
【課題を解決するための手段】
【0007】
そこで、本発明は上記のような複合的な課題を解決すべくなされ、装置の小型化と研磨パッドの高寿命化とを実現した研磨装置を提供することを目的とする。
【0008】
本発明に係る研磨装置は、円板形状のワークの端部領域の研磨をする研磨装置であって、前記ワークの第1面側に離間して設けられた第1揺動軸によって揺動可能に支持された第1支持部と、前記第1支持部に対して第1連結部によって固定されて、研磨時において前記ワークの第2面側のエッジに摺接する第1研磨部と、を有する第1研磨機構と、前記ワークの前記第2面側に離間して設けられた第2揺動軸によって揺動可能に支持された第2支持部と、前記第2支持部に対して第2連結部によって固定されて、研磨時において前記ワークの前記第1面側のエッジに摺接する第2研磨部と、を有する第2研磨機構と、を備えることを要件とする。
【0009】
本発明によれば、ワークの第1面側のエッジ(すなわち、第1支持部に対向する面のエッジ)及び第2面側のエッジ(すなわち、第2支持部に対向する面のエッジ)の研磨をすることができる。また、その際、第1研磨部及び第2研磨部が揺動されることによって、研磨パッドの使用範囲を調整・分散させることができ、研磨パッドの高寿命化を図ることができる。
【0010】
また、ワークの全周分にわたって第1研磨部と第2研磨部とを配設しなくてもよいため、装置の小型化を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
T字カミソリ磨き
19日前
株式会社ディスコ
切削方法
23日前
工機ホールディングス株式会社
作業機
22日前
株式会社雄飛
加工装置及び加工方法
9日前
ケヰテック株式会社
研磨用バフ
1か月前
富士紡ホールディングス株式会社
研磨パッド
14日前
株式会社ディスコ
研磨装置、及び、研磨方法
23日前
藤栄株式会社
研削工具及び研削工具用ベース
27日前
富士紡ホールディングス株式会社
研磨パッド
14日前
富士紡ホールディングス株式会社
研磨パッド
14日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
ナニワトイシ株式会社
刃物研ぎ補助具
6日前
富士紡ホールディングス株式会社
研磨パッド
14日前
株式会社ナガセインテグレックス
研削盤
6日前
株式会社マキタ
サンダ
8日前
株式会社マキタ
サンダ
8日前
株式会社荏原製作所
研磨装置
7日前
富士紡ホールディングス株式会社
研磨パッド
16日前
株式会社ディスコ
切削装置
8日前
株式会社ディスコ
研磨装置
22日前
株式会社ディスコ
研削装置
21日前
株式会社かいわ
固定ピース
6日前
トーヨーエイテック株式会社
研削盤
8日前
株式会社ディスコ
研削装置
19日前
株式会社ジェイテクト
工作機械
1か月前
株式会社ディスコ
チャックテーブルの修正方法
1か月前
トーヨーエイテック株式会社
ワイヤソー
9日前
国立大学法人九州工業大学
研磨方法および研磨装置
15日前
株式会社ディスコ
研削ホイール
29日前
ミクロン精密株式会社
センタレス研削装置
9日前
株式会社ディスコ
取付方法及び切削装置
1か月前
株式会社ディスコ
切削装置及び切削方法
14日前
株式会社ディスコ
ワークの加工方法
8日前
株式会社ディスコ
被加工物の研削方法
21日前
株式会社ノリタケカンパニーリミテド
ロータリードレッサ
21日前
富士紡ホールディングス株式会社
研磨パッド及び研磨パッドの製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ