TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023078914
公報種別
公開特許公報(A)
公開日
2023-06-07
出願番号
2021192250
出願日
2021-11-26
発明の名称
使用済みタイルカーペットの材料分離回収システム及び材料分離回収方法
出願人
株式会社タケエイ
代理人
個人
,
個人
主分類
B29B
17/02 20060101AFI20230531BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 使用済みタイルカーペットから、各構成材料を高精度で分離回収できるようにした、使用済みタイルカーペットの材料分離回収システム及び材料分離回収方法を提供する。
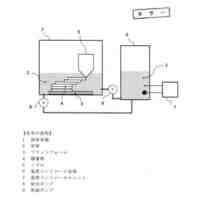
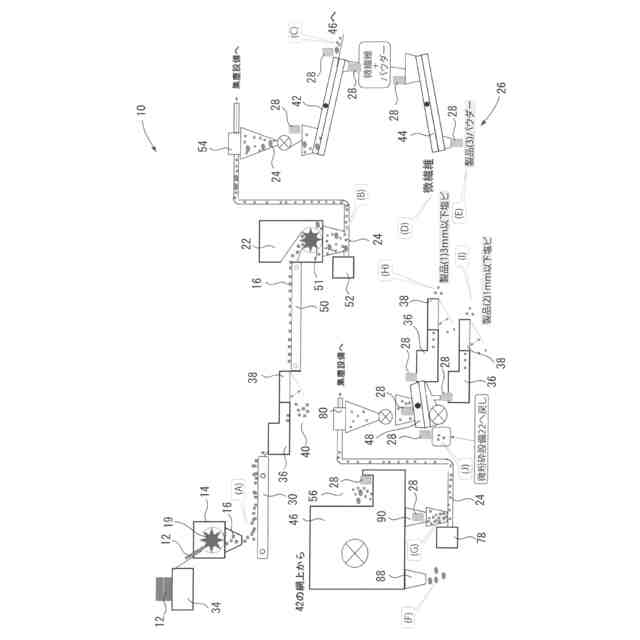
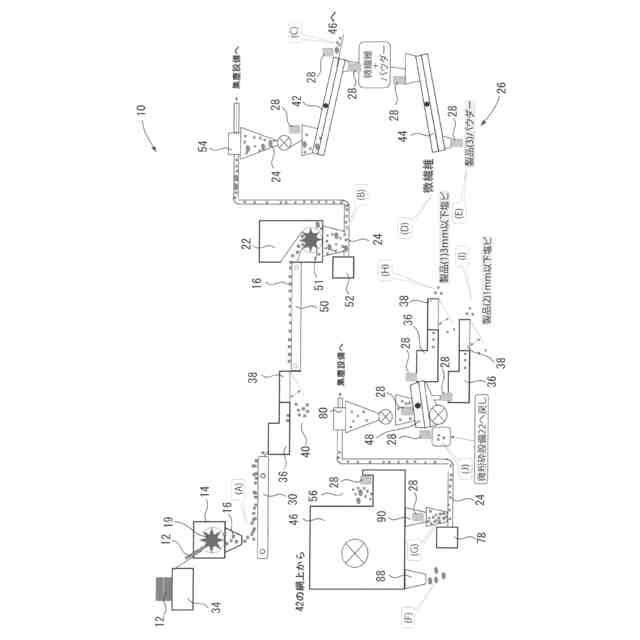
【解決手段】 使用済みタイルカーペットの材料分離回収システムであり、前記使用済みタイルカーペットである、パイル層及び裏側支持層を含むタイルカーペット体を破砕する破砕設備と、前記破砕されたタイルカーペット体を微粉砕する微粉砕設備と、前記微粉砕された粉砕タイルカーペット体の構成材料を選別する選別設備と、前記選別設備の投入側と排出側のそれぞれに設けられ、前記粉砕タイルカーペット体に帯電している静電気を除去する除電設備と、を含む、使用済みタイルカーペットの材料分離回収システムとした。
【選択図】図1
特許請求の範囲
【請求項1】
使用済みタイルカーペットの材料分離回収システムであり、
前記使用済みタイルカーペットである、パイル層及び裏側支持層を含むタイルカーペット体を破砕する破砕設備と、
前記破砕されたタイルカーペット体を微粉砕する微粉砕設備と、
前記微粉砕された粉砕タイルカーペット体の構成材料を選別する選別設備と、
前記選別設備の投入側と排出側のそれぞれに設けられ、前記粉砕タイルカーペット体に帯電している静電気を除去する除電設備と、
を含む、
使用済みタイルカーペットの材料分離回収システム。
続きを表示(約 1,500 文字)
【請求項2】
前記破砕設備が、
投入口と、
破砕刃が外周面に形成され、回転自在とされてなる破砕ロータと、
前記破砕ロータの外周面に沿って配置された固定刃と、
を有する一軸破砕装置である、
請求項1記載の使用済みタイルカーペットの材料分離回収システム。
【請求項3】
前記破砕設備と前記微粉砕設備の間に金属検知機が設けられ、前記破砕されたタイルカーペット体中の金属を検出してなる、請求項1又は2記載の使用済みタイルカーペットの材料分離回収システム。
【請求項4】
前記選別設備が、複数の選別装置から構成されてなり、
前記除電設備が、
前記複数の選別装置の各々の選別装置の前記粉砕タイルカーペット体の投入口付近及び次の選別装置へと送られる前記粉砕タイルカーペット体の排出口付近、にそれぞれ設けられた除電装置である、請求項1~3いずれか1項記載の使用済みタイルカーペットの材料分離回収システム。
【請求項5】
前記複数の選別装置が、振動篩、風力選別機及び比重差選別機である、請求項4記載の使用済みタイルカーペットの材料分離回収システム。
【請求項6】
前記振動篩が、第一振動篩と第二振動篩とを含み、前記第一振動篩で分級された前記粉砕タイルカーペット体をさらに第二振動篩で分級してなる、請求項5記載の使用済みタイルカーペットの材料分離回収システム。
【請求項7】
前記風力選別機が、循環型風力選別機である、請求項5又は6記載の使用済みタイルカーペットの材料分離回収システム。
【請求項8】
前記複数の選別装置が、前記第一振動篩、前記第二振動篩、前記循環型風力選別機及び前記比重差選別機であり、前記第一振動篩のふるい網上に残った前記粉砕タイルカーペット体が前記循環型風力選別機へと送られ、前記循環型風力選別機の重量物側排出口から排出された前記粉砕タイルカーペット体が、前記比重差選別機へと送られて選別されるようにした、請求項7記載の使用済みタイルカーペットの材料分離回収システム。
【請求項9】
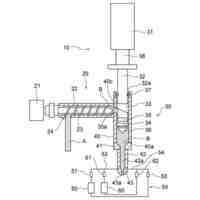
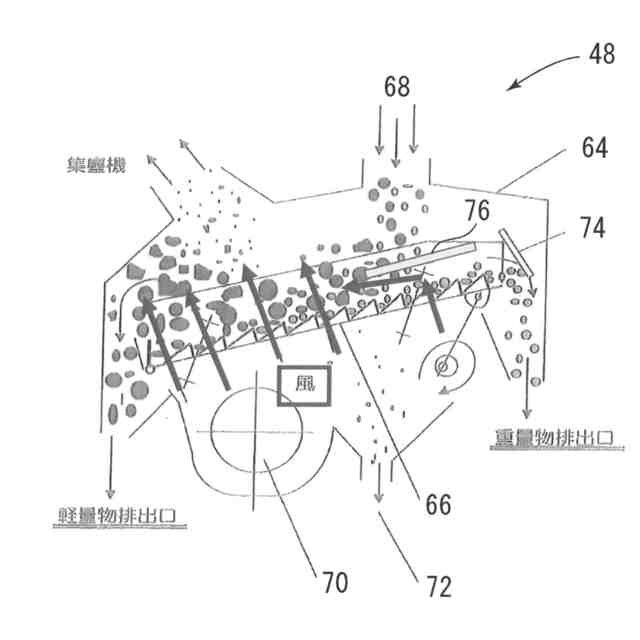
前記比重差選別機が、
傾斜して設けられた選別多孔振動板と、
前記選別多孔振動板に向かって風を吹き上げるブロワと、
前記選別多孔振動板の重量物排出口側の上部に設けられた整流板と、
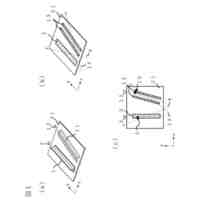
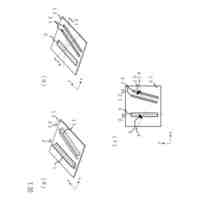
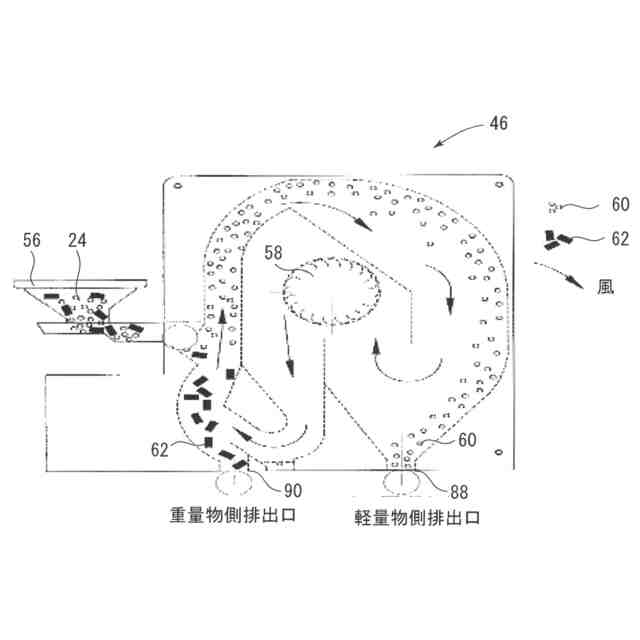
を有し、軽比重物は前記選別多孔振動板の下端方向に移動し、軽量物排出口から排出され、重比重物は前記選別多孔振動板の上端方向に移動して、重量物排出口から排出されるようにした比重差選別装置であり、前記整流板により、前記ブロワの風が軽比重物側に流れるように構成されてなる、請求項5~8いずれか1項記載の使用済みタイルカーペットの材料分離回収システム。
【請求項10】
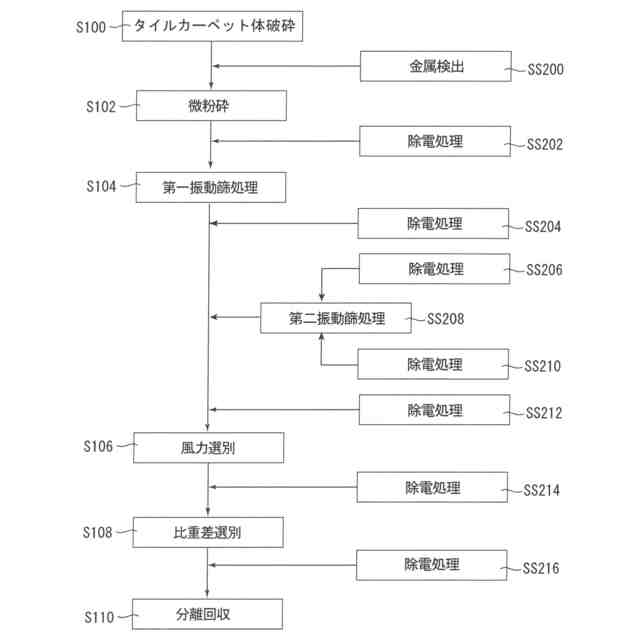
請求項1~9いずれか1項記載の使用済みタイルカーペットの材料分離回収システムを用いて、使用済みタイルカーペットから構成材料を分離回収するようにした使用済みタイルカーペットの材料分離回収方法であり、
前記使用済みタイルカーペットである、パイル層及び裏側支持層を含むタイルカーペット体を破砕する破砕工程と、
前記破砕されたタイルカーペット体を微粉砕する微粉砕工程と、
前記微粉砕された粉砕タイルカーペット体の構成材料を選別する選別工程と、
を含み、
前記選別工程において、前記粉砕タイルカーペット体に帯電している静電気を除去する除電工程を含む、
使用済みタイルカーペットの材料分離回収方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、使用済みタイルカーペットから構成材料を高精度で分離回収するための使用済みタイルカーペットの材料分離回収システム及び材料分離回収方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、屋内構造物、特にオフィス、商業施設や住宅などのフロアにタイルカーペットが広く用いられている。タイルカーペットは、一般に、パイル層と呼ばれるカーペット生地とされた表面の繊維層と、前記繊維層の下に形成された炭酸カルシウム等を主成分とするバッキング層と、前記バッキング層の下に形成された塩化ビニル樹脂等を主成分とする裏打ち層と、から構成されている。
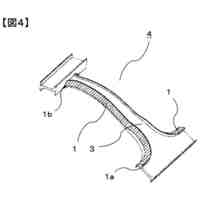
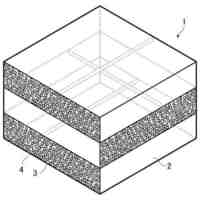
【0003】
図14に、タイルカーペットの一部概略模式図を示す。図14において、符号86がタイルカーペットであり、繊維のパイル層79の下に炭酸カルシウム等を主成分とするバッキング層81が形成され、前記バッキング層81の下に塩化ビニル樹脂等を主成分とする裏打ち層82が形成されている。バッキング層81及び裏打ち層82がパイル層79を支持する裏側支持層84である。
【0004】
このように繊維のパイル層と、炭酸カルシウム等を主成分とするバッキング層、そして塩化ビニル樹脂等を主成分とする裏打ち層とが貼り合わせられているため、リサイクルをしにくいのがタイルカーペットの難点である。そして、タイルカーペットは、統一した規格で製造されているわけではないため、製品によっては塩化ビニル等の樹脂部分が厚いものとか、逆にカーペット生地の繊維部分が厚いものなど、パイル層、バッキング層及び裏打ち層の厚みが製品毎に異なっている。そのため、樹脂の混合率が製品によって区々であったり、塩化ビニル等の樹脂の量やカーペット生地の繊維の毛の硬さや太さなども区々であったりする。このように、タイルカーペット製品によって性状がそれぞれ異なるというのもリサイクルをさらにしにくくする要因である。
【0005】
使用済みタイルカーペットの材料を分離回収するシステムとして、例えば、特許文献1~3に記載された方法やシステムがある。
【0006】
一方、昨今ではSustainable Development Goals(SDGs、持続可能な開発目標)の取り組みが高いレベルで求められており、特許文献1~3に記載された方法やシステムによる材料の分離回収よりもさらに精度よく分離回収を行う必要がある。しかしながら、使用済みタイルカーペットのパイル層、バッキング層及び裏打ち層の材料を分離回収するにあたっては、パイル層の繊維が樹脂に付着し易いため、使用済みタイルカーペットの樹脂を含む各構成材料を高精度で分離回収するのが難しいという問題があった。
【先行技術文献】
【特許文献】
【0007】
特開2003-127140
特開2013-193011
特開2021-025170
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、使用済みタイルカーペットから、各構成材料を高精度で分離回収できるようにした、使用済みタイルカーペットの材料分離回収システム及び材料分離回収方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の使用済みタイルカーペットの材料分離回収システムは、使用済みタイルカーペットの材料分離回収システムであり、前記使用済みタイルカーペットである、パイル層及び裏側支持層を含むタイルカーペット体を破砕する破砕設備と、前記破砕されたタイルカーペット体を微粉砕する微粉砕設備と、前記微粉砕された粉砕タイルカーペット体の構成材料を選別する選別設備と、前記選別設備の投入側と排出側のそれぞれに設けられ、前記粉砕タイルカーペット体に帯電している静電気を除去する除電設備と、を含む、使用済みタイルカーペットの材料分離回収システムである。
【0010】
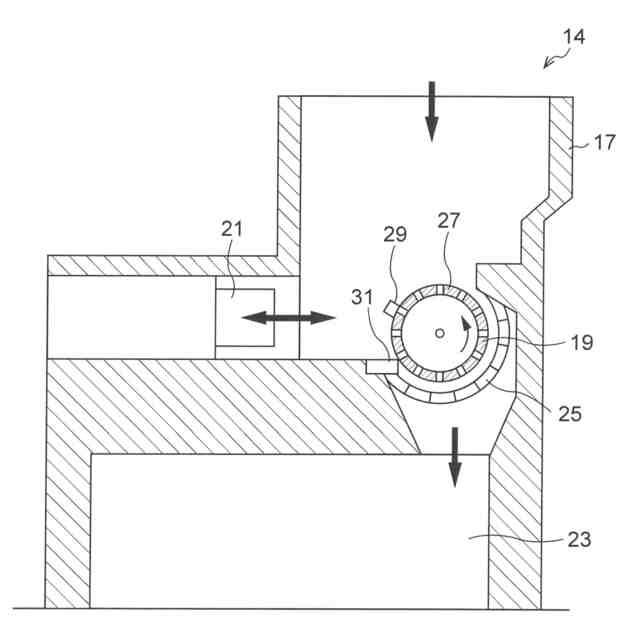
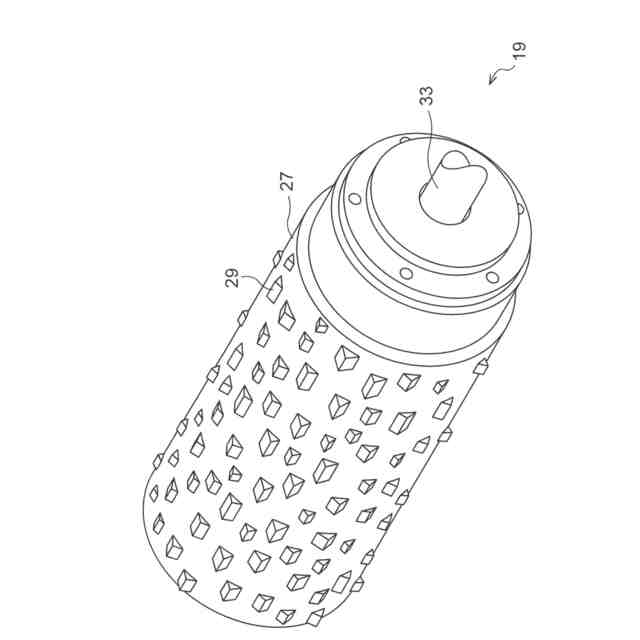
前記破砕設備が、投入口と、破砕刃が外周面に形成され、回転自在とされてなる破砕ロータと、前記破砕ロータの外周面に沿って配置された固定刃と、を有する一軸破砕装置であるのが好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
複合部材
11か月前
東レ株式会社
複合部材
11か月前
個人
液中立体造形物製造法
11か月前
東レ株式会社
繊維強化部材
11か月前
東レ株式会社
シート成形口金
3か月前
津田工業株式会社
部材
9か月前
津田工業株式会社
部材
9か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
1か月前
株式会社ソディック
射出成形機
10か月前
東レ株式会社
接合用繊維強化樹脂
6か月前
東レ株式会社
繊維強化樹脂成形体
6か月前
東レ株式会社
積層基材の製造方法
4か月前
睦月電機株式会社
樹脂成形用金型
6か月前
世紀株式会社
造形装置
4か月前
株式会社松田製作所
型締装置
10か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
複合成形体の製造方法
12か月前
東レ株式会社
複合成形体の製造方法
12か月前
AGC株式会社
複合体
11か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
UBEマシナリー株式会社
射出成形方法
12か月前
株式会社吉野工業所
計量キャップ
4か月前
津田駒工業株式会社
自動繊維束配置装置
9か月前
株式会社松田製作所
射出成形装置
11か月前
UBEマシナリー株式会社
射出成形方法
12か月前
六浦工業株式会社
接着装置
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
6か月前
株式会社興栄社
フィラメント材料
11か月前
株式会社ワメンテクノ
成形材料の製造法
10か月前
株式会社不二越
射出成形機
6か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ