TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023078616
公報種別
公開特許公報(A)
公開日
2023-06-07
出願番号
2021191825
出願日
2021-11-26
発明の名称
円筒体表面の検査方法および検査装置
出願人
東レ株式会社
代理人
主分類
G01N
21/952 20060101AFI20230531BHJP(測定;試験)
要約
【課題】
円筒体表面が透明または透明に近い材質であっても微小な欠陥を検出し、また検出した欠陥の種類を判別することができる円筒体表面の検査方法および円筒体表面の検査装置を提供する。
【解決手段】
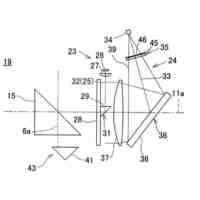
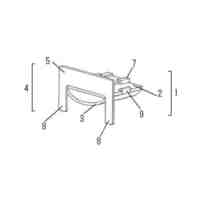
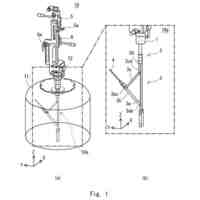
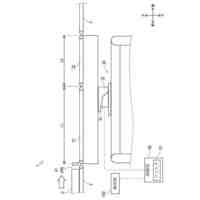
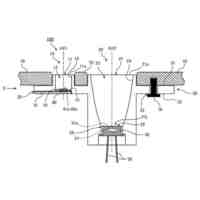
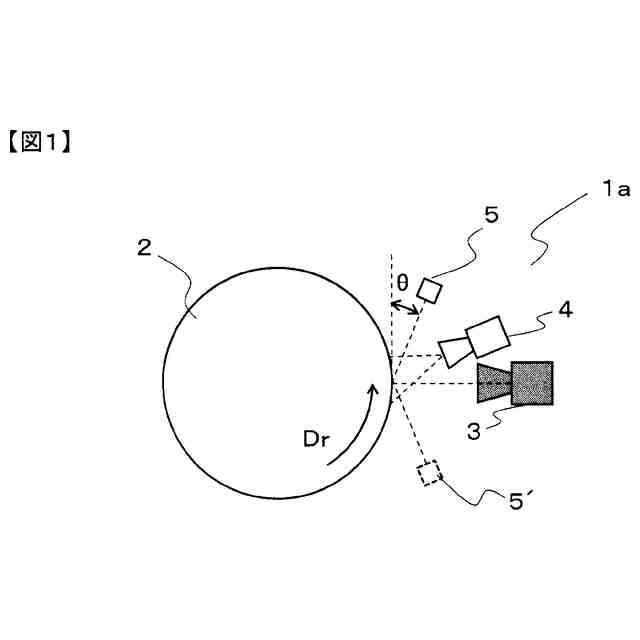
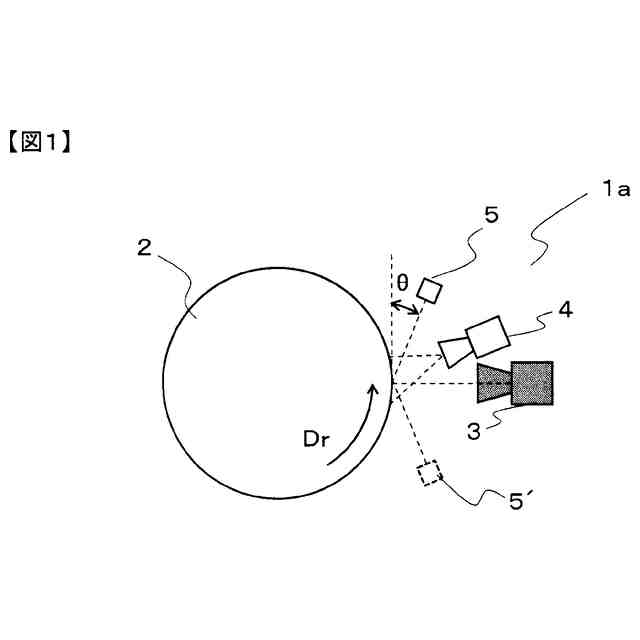
本発明の円筒体表面の検査方法は、円筒体を回転させた状態で、円筒体に対して光を照射し、照射した光が円筒体の表面で反射した反射光を1次元撮像手段で受光し、1次元撮像手段が撮像した画像から円筒体の表面の欠陥を検出したときに円筒体の回転を停止させる第1の手順と、次いで、円筒体を停止させた状態で、円筒体の表面に対する照射角度が、第1の手順において円筒体の表面に照射された光の照射角度とは異なる角度から、円筒体に対して光を照射し、照射した光が円筒体の表面で反射した反射光を2次元撮像手段で受光し、第1の手順において検出された欠陥の位置を2次元撮像手段で撮像する、第2の手順を行う。
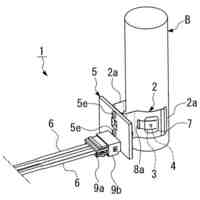
【選択図】図1
特許請求の範囲
【請求項1】
円筒体の表面を検査する方法であって、
円筒体を回転させた状態で、
前記円筒体に対して光を照射し、
前記照射した光が前記円筒体の表面で反射した反射光を1次元撮像手段で受光し、
前記1次元撮像手段が撮像した画像から前記円筒体の表面の欠陥を検出したときに当該円筒体の回転を停止させる、第1の手順と、
次いで、前記円筒体を停止させた状態で、
前記円筒体の表面に対する照射角度が、前記第1の手順において当該円筒体の表面に照射された光の照射角度とは異なる角度から、当該円筒体に対して光を照射し、
前記照射した光が前記円筒体の表面で反射した反射光を2次元撮像手段で受光し、
前記第1の手順において検出された前記欠陥の位置を前記2次元撮像手段で撮像する、第2の手順と、
を行う、円筒体表面の検査方法。
続きを表示(約 1,100 文字)
【請求項2】
円筒体の表面を検査する装置であって、
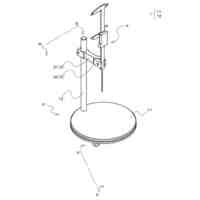
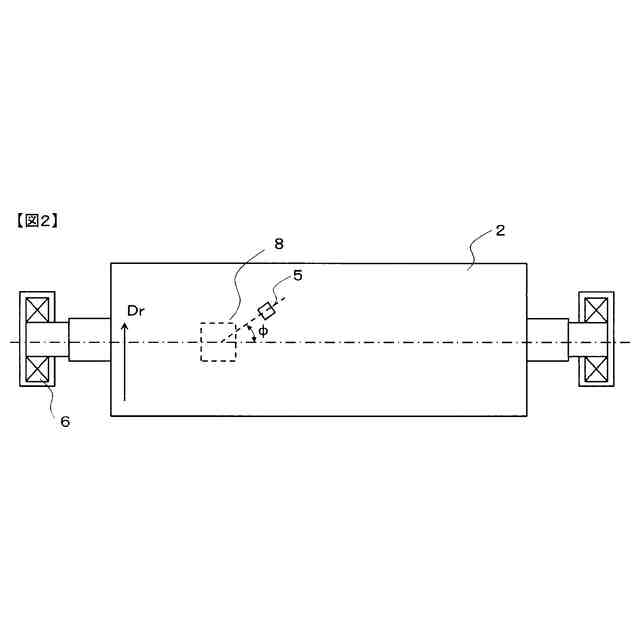
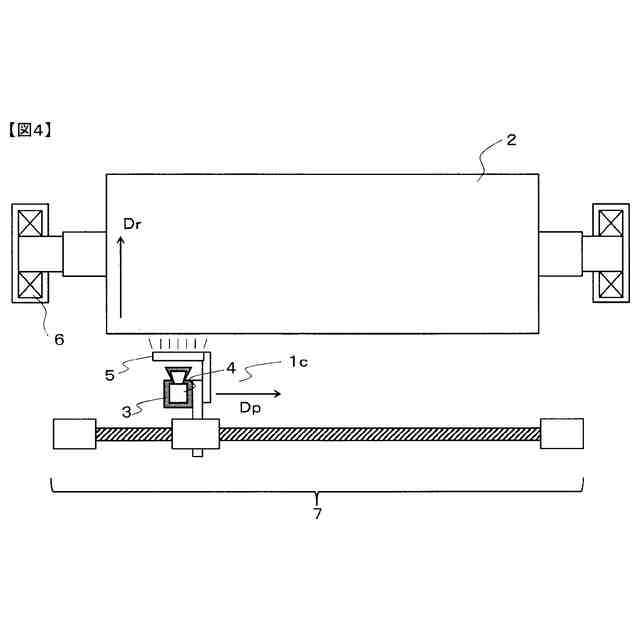
円筒体を当該円筒体の軸周りに回転可能に支持する支持機構と、
前記支持機構に支持された前記円筒体に対して光を照射する光源と、
前記光源を移動させる手段であって、当該光源から照射される光の前記円筒体の表面に対する照射角度を変えられる照射角度変更手段と、
1次元撮像手段および2次元撮像手段と、
制御手段と、を備え、
前記制御手段が、
前記支持機構で前記円筒体を回転させた状態で、前記光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を前記1次元撮像手段で受光し、当該1次元撮像手段が撮像した画像から当該円筒体の表面の欠陥を検出したときに当該支持機構を停止させて当該円筒体の回転を停止させる、第1の手順と、
次いで、前記円筒体の回転を停止させた状態で、前記光源から照射される光の当該円筒体の表面に対する照射角度を、前記第1の手順における照射角度とは異なる角度となるように、前記照射角度変更手段で当該光源を移動させ、当該光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を前記2次元撮像手段で受光し、前記第1の手順において検出された前記欠陥の位置を当該2次元撮像手段で撮像する、第2の手順と、
を行うように制御する、
円筒体表面の検査装置。
【請求項3】
円筒体の表面を検査する装置であって、
円筒体を当該円筒体の軸周りに回転可能に支持する支持機構と、
前記支持機構に支持された前記円筒体に対して光を照射する第1の光源と、
前記円筒体の表面に対する照射角度が、前記第1の光源から照射される光の照射角度とは異なる角度から、当該円筒体に対して光を照射する第2の光源と、
1次元撮像手段および2次元撮像手段と、
制御手段と、を備え、
前記制御手段が、
前記支持機構で前記円筒体を回転させた状態で、前記第1の光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を前記1次元撮像手段で受光し、当該1次元撮像手段が撮像した画像から当該円筒体の表面の欠陥を検出したときに当該支持機構を停止させて当該円筒体の回転を停止させる、第1の手順と、
次いで、前記円筒体の回転を停止させた状態で、前記第2の光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を前記2次元撮像手段で受光し、前記第1の手順において検出された前記欠陥の位置を当該2次元撮像手段で撮像する、第2の手順と、
を行うように制御する、
円筒体表面の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は円筒体表面の欠陥を検出する方法および装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ゴムローラー等の円筒体の製造工程において、その表面に傷や凹みなどの欠陥が発生することが問題となっている。円筒体の用途によって要求される表面性状は異なるが、フィルム製膜用のローラーなど傷や凹みを嫌う用途の場合には高精度に表面を検査する検査方法および検査装置が必要となる。
【0003】
従来このような欠陥の検査を行う場合、人間の目による目視検査のほか、円筒体表面を何らかの方法で検知し、欠陥の有無を判断することで検査を行っていた。例えば、特許文献1にあるように距離センサを用いて円筒体表面を測定する技術や、特許文献2のように、円筒体と測定用2本の円筒体を接触させた隙間から漏れ出る光を検出して表面の凹凸の有無を確認する技術がある。
【先行技術文献】
【特許文献】
【0004】
特開平4-303702号公報
特開2003-149168号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1、2の技術には次のような問題がある。特許文献1はレーザー光などを用いた距離計を利用しているため、円筒体表面の材質が透明またはそれに近い場合に光が透過し、円筒体表面の内部の情報、例えば内部異物などからの反射光を検知してしまい、表面との距離を正確に測ることができず大量の誤検出が発生してしまう。また、特許文献2は欠陥部からの光の漏れを検出しているが、これも円筒体表面の材質が透明なゴムなどでは円筒体欠陥部以外からも光が漏れてしまうため、凹凸を検出することはできなくなってしまう。
【0006】
本発明は、前記従来技術の課題を解決するもので、円筒体表面が透明または透明に近い材質であっても微小な欠陥を検出し、また検出した欠陥の種類を判別することができる円筒体表面検査装置および円筒体の検査方法を提供する。
【課題を解決するための手段】
【0007】
上記課題を解決する本発明の円筒体表面の検査方法は、円筒体の表面を検査する方法であって、
円筒体を回転させた状態で、上記円筒体に対して光を照射し、当該照射した光が上記円筒体の表面で反射した反射光を1次元撮像手段で受光し、当該1次元撮像手段が撮像した画像から上記円筒体の表面の欠陥を検出したときに当該円筒体の回転を停止させる第1の手順と、
次いで、上記円筒体を停止させた状態で、当該円筒体の表面に対する照射角度が、第1の手順において当該円筒体の表面に照射された光の照射角度とは異なる角度から、当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を2次元撮像手段で受光し、第1の手順において検出された上記欠陥の位置を当該2次元撮像手段で撮像する、第2の手順を行う。
【0008】
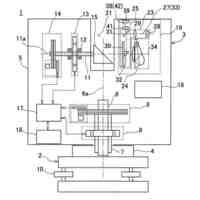
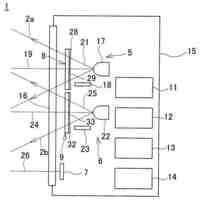
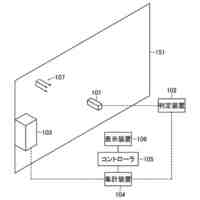
上記課題を解決する本発明の円筒体表面の検査装置は、
円筒体を軸周りに回転可能に支持する支持機構と、当該支持機構に支持された当該円筒体に対して光を照射する光源と、当該光源を移動させる手段であって、当該光源から照射される光の当該円筒体の表面に対する照射角度を変えられる照射角度変更手段と、1次元撮像手段および2次元撮像手段と、制御手段と、を備え、
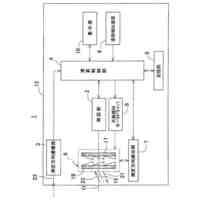
上記制御手段が、上記支持機構で上記円筒体を回転させた状態で、上記光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を上記1次元撮像手段で受光し、当該1次元撮像手段が撮像した画像から円筒体の表面の欠陥を検出したときに当該支持機構を停止させて当該円筒体の回転を停止させる第1の手順と、
次いで、上記円筒体の回転を停止させた状態で、上記光源から照射される光の当該円筒体の表面に対する照射角度を、上記第1の手順における上記照射角度とは異なる角度となるように、上記照射角度変更手段で光源を移動させ、当該光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を上記2次元撮像手段で受光し、当該第1の手順において検出された欠陥の位置を当該2次元撮像手段で撮像する第2の手順を行う、ように制御する。
【0009】
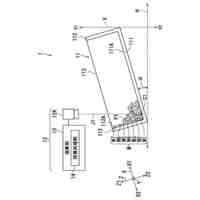
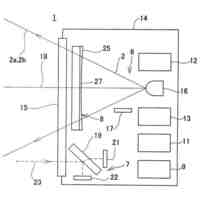
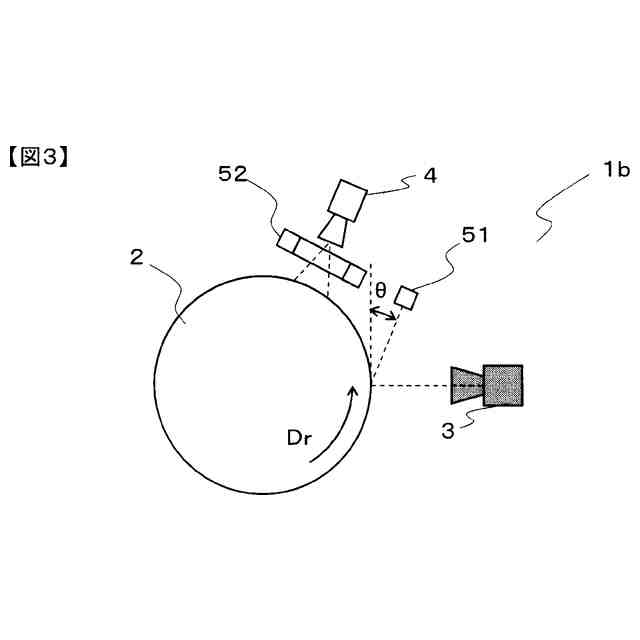
上記課題を解決する本発明の別の形態の円筒体表面の検査装置は、
円筒体を円筒体の軸周りに回転可能に支持する支持機構と、当該支持機構に支持された当該円筒体に対して光を照射する第1の光源と、当該円筒体の表面に対する照射角度が、当該第1の光源から照射される光の照射角度とは異なる角度から、当該円筒体に対して光を照射する第2の光源と、1次元撮像手段および2次元撮像手段と、制御手段と、を備え、
上記制御手段が、上記支持機構で上記円筒体を回転させた状態で、上記第1の光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を上記1次元撮像手段で受光し、当該1次元撮像手段が撮像した画像から当該円筒体の表面の欠陥を検出したときに当該支持機構を停止させて当該円筒体の回転を停止させる第1の手順と、
次いで、上記円筒体の回転を停止させた状態で、上記第2の光源から当該円筒体に対して光を照射し、当該照射した光が当該円筒体の表面で反射した反射光を上記2次元撮像手段で受光し、上記第1の手順において検出された欠陥の位置を当該2次元撮像手段で撮像する第2の手順を行う、ように制御する。
【0010】
なお、円筒体は被検査対象であるので、本発明の円筒体表面の検査装置において、円筒体そのものは検査装置の構成には含まれない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
健康状態検査材
4日前
株式会社CCT
表示装置
3日前
日本精機株式会社
車両用表示装置
10日前
株式会社SUBARU
車両
11日前
株式会社SUBARU
車両
11日前
株式会社トプコン
測定装置
10日前
株式会社トプコン
測量装置
9日前
株式会社トプコン
測量装置
9日前
ニデック株式会社
検出装置
10日前
個人
コンベックスルール用測定部品
2日前
株式会社トプコン
植物センサ
17日前
株式会社トプコン
植物センサ
17日前
本多電子株式会社
超音波流量計
21日前
トヨタ自動車株式会社
給水治具
1日前
株式会社XMAT
点検システム
11日前
本多電子株式会社
水中探知装置
10日前
東将精工株式会社
測定器具補助具
3日前
大和製衡株式会社
計量装置
21日前
東レエンジニアリング株式会社
衝撃試験機
4日前
株式会社JVCケンウッド
端末装置
17日前
中部電力株式会社
スミヤ濾紙
9日前
株式会社ミツトヨ
光学式エンコーダ
4日前
三菱マテリアル株式会社
温度センサ
1日前
古野電気株式会社
魚種識別システム及び方法
16日前
東レ株式会社
センサー素子及びガスセンサー
8日前
ウシオ電機株式会社
光測定装置
17日前
株式会社 システムスクエア
検査装置
3日前
株式会社ティアンドデイ
温度測定装置
1日前
日立建機株式会社
作業機械
8日前
豊田合成株式会社
重量測定装置
1日前
アズビル株式会社
圧力センサの製造方法
9日前
多摩川精機株式会社
軸方向対向レゾルバ
17日前
アズビル株式会社
隔膜真空計の製造方法
9日前
株式会社不二越
歯車寸法測定装置
3日前
エスペック株式会社
バーンイン試験装置
11日前
株式会社トプコン
測定装置
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ