TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023077228
公報種別
公開特許公報(A)
公開日
2023-06-05
出願番号
2021190450
出願日
2021-11-24
発明の名称
構成単位セル、全固体電池積層体、及び全固体電池積層体の製造方法
出願人
トヨタ自動車株式会社
,
東レ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
10/0585 20100101AFI20230529BHJP(基本的電気素子)
要約
【課題】本開示は、積層時の位置ずれ及び全固体電池積層体の短絡を抑制することができる、構成単位セル、及び同構成単位セルが積層されている全固体電池積層体、並びに全固体電池積層体の製造方法を提供する。
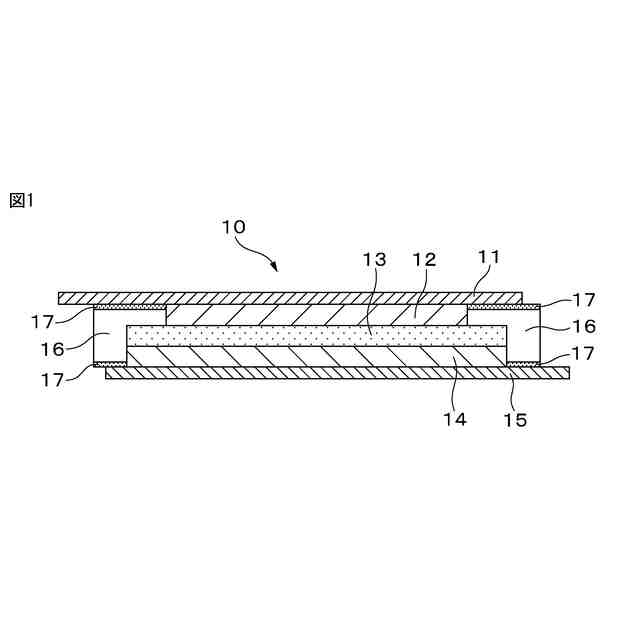
【解決手段】本開示の構成単位セルは、第1の集電体層、第1の活物質層、固体電解質層、第2の活物質層、及び第2の集電体層が、この順に積層されている、構成単位セルであって、前記第1の活物質層の外周を取り囲むようにして配置されており、かつ前記第1の集電体層及び/又は前記第2の集電体層に接着されている、絶縁性枠を有しており、積層方向から見たときに、前記第1の活物質層は、前記第2の活物質層の外周の内側に配置されており、前記絶縁性枠は、内周が前記第2の活物質層の外周の内側にある。
【選択図】図1
特許請求の範囲
【請求項1】
第1の集電体層、第1の活物質層、固体電解質層、第2の活物質層、及び第2の集電体層が、この順に積層されている、構成単位セルであって、
前記第1の活物質層の外周を取り囲むようにして配置されており、かつ
前記第1の集電体層及び/又は前記第2の集電体層に接着されている、
絶縁性枠を有しており、
積層方向から見たときに、
前記第1の活物質層は、前記第2の活物質層の外周の内側に配置されており、
前記絶縁性枠は、内周が前記第2の活物質層の外周の内側にある、
構成単位セル。
続きを表示(約 750 文字)
【請求項2】
前記絶縁性枠は、
前記第1の活物質層の外周を取り囲むようにして配置されており、かつ
前記第1の集電体層に接着されている、
第1の絶縁性枠部材、及び
前記第2の活物質層の外周を取り囲むようにして配置されており、かつ
前記第2の集電体層に接着されている、
第2の絶縁性枠部材、
を有しており、
前記第1の絶縁性枠部材及び前記第2の絶縁性枠部材は、互いに接着されている、
請求項1に記載の構成単位セル。
【請求項3】
前記第1の集電体層と前記第1の活物質層との間に第1の導電性支持層が配置されており、
前記第1の絶縁性枠部材の厚さは、前記第1の活物質層と前記第1の導電性支持層との厚さの合計以下である、請求項2に記載の構成単位セル。
【請求項4】
前記第2の集電体層と前記第2の活物質層との間に第2の導電性支持層が配置されており、
前記第2の絶縁性枠部材の厚さは、前記第2の活物質層と前記第2の導電性支持層との厚さの合計以下である、請求項2又は3に記載の構成単位セル。
【請求項5】
請求項1~4のいずれか一項に記載の構成単位セルが複数個積層されている、全固体電池積層体であって、
積層方向から見たときに、前記構成単位セルは、それぞれが有している前記絶縁性枠の外周が一致するようにして配置されている、
全固体電池積層体。
【請求項6】
前記絶縁性枠の外周と相補的な中空部分を有している位置決め治具の前記中空部分に、請求項1~4のいずれか一項に記載の構成単位セルを複数個積層することを含む、全固体電池積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、構成単位セル、全固体電池積層体、及び全固体電池積層体の製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
特許文献1は、正極活物質層と、正極活物質層よりも大きい面積を有する負極活物質層とが固体電解質層を介して積層されてなる全固体電池の製造方法であって、正極活物質層の外周部における負極活物質層との間に形成される空隙部の一部に、正極活物質層の厚み以下の厚みを有する絶縁体を、正極活物質層と絶縁体との間に隙間を設けて配置し、絶縁体を含む正極活物質層と負極活物質層との間に固体電解質層を介在させて両面から加圧する、前記製造方法を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2015-162353号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者は、第1の集電体層、第1の活物質層、固体電解質層、第2の活物質層、及び第2の集電体層が、この順に積層されており、かつ積層方向から見たときに、第1の活物質層が、第2の活物質層の外周の内側に配置されている構成を有する構成単位セルを複数個積層した、全固体電池積層体を製造することを検討した。
【0005】
このような全固体電池積層体の製造において、特許文献1が開示する製造方法を適用することが考えられる。
【0006】
しかしながら、特許文献1が開示する製造方法は、加圧工程において正極活物質層と絶縁体の加圧による変形を前提としている。そのため、絶縁体と負極活物質層との間はプレス前に接着しておらず、構成単位セルの作製時に位置ずれが生じるおそれがある。また、絶縁体を加えることで部品点数が増えるため、構成単位セルを積層する際にも位置ずれが生じるおそれがある。また、絶縁体が無い場合には、拘束圧によって正極活物質層の端部に接する負極活物質層の端部が曲がることで、正極活物質層端部と負極活物質層とが接する付近の固体電解質層が破損するおそれがある。
【0007】
本開示は、積層時の位置ずれ及び全固体電池積層体の短絡を抑制することができる、構成単位セル、及び同構成単位セルが積層されている全固体電池積層体、並びに全固体電池積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示者は、以下の手段により上記課題を達成することができることを見出した:
《態様1》
第1の集電体層、第1の活物質層、固体電解質層、第2の活物質層、及び第2の集電体層が、この順に積層されている、構成単位セルであって、
前記第1の活物質層の外周を取り囲むようにして配置されており、かつ
前記第1の集電体層及び/又は前記第2の集電体層に接着されている、
絶縁性枠を有しており、
積層方向から見たときに、
前記第1の活物質層は、前記第2の活物質層の外周の内側に配置されており、
前記絶縁性枠は、内周が前記第2の活物質層の外周の内側にある、
構成単位セル。
《態様2》
前記絶縁性枠は、
前記第1の活物質層の外周を取り囲むようにして配置されており、かつ
前記第1の集電体層に接着されている、
第1の絶縁性枠部材、及び
前記第2の活物質層の外周を取り囲むようにして配置されており、かつ
前記第2の集電体層に接着されている、
第2の絶縁性枠部材、
を有しており、
前記第1の絶縁性枠部材及び前記第2の絶縁性枠部材は、互いに接着されている、
態様1に記載の構成単位セル。
《態様3》
前記第1の集電体層と前記第1の活物質層との間に第1の導電性支持層が配置されており、
前記第1の絶縁性枠部材の厚さは、前記第1の活物質層と前記第1の導電性支持層との厚さの合計以下である、態様2に記載の構成単位セル。
《態様4》
前記第2の集電体層と前記第2の活物質層との間に第2の導電性支持層が配置されており、
前記第2の絶縁性枠部材の厚さは、前記第2の活物質層と前記第2の導電性支持層との厚さの合計以下である、態様2又は3に記載の構成単位セル。
《態様5》
態様1~4のいずれか一つに記載の構成単位セルが複数個積層されている、全固体電池積層体であって、
積層方向から見たときに、前記構成単位セルは、それぞれが有している前記絶縁性枠の外周が一致するようにして配置されている、
全固体電池積層体。
《態様6》
前記絶縁性枠の外周と相補的な中空部分を有している位置決め治具の前記中空部分に、態様1~4のいずれか一つに記載の構成単位セルを複数個積層することを含む、全固体電池積層体の製造方法。
【発明の効果】
【0009】
本開示によれば、積層時の位置ずれ及び全固体電池積層体の短絡を抑制することができる、構成単位セル、及び同構成単位セルが積層されている全固体電池積層体、並びに全固体電池積層体の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
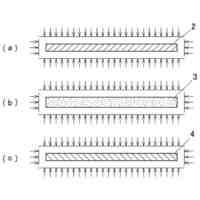
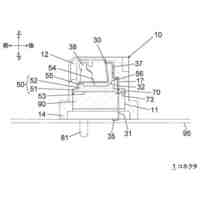
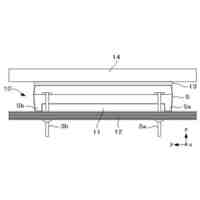
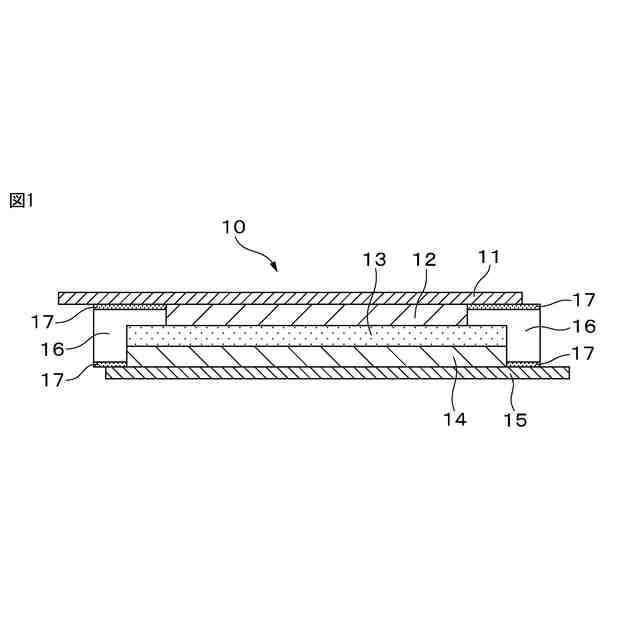
図1は、本開示の第1の実施形態に従う構成単位セル10を、積層方向に垂直な方向から見た模式図である。
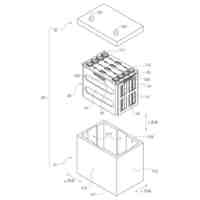
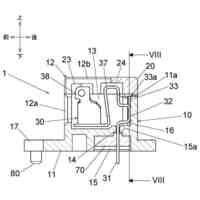
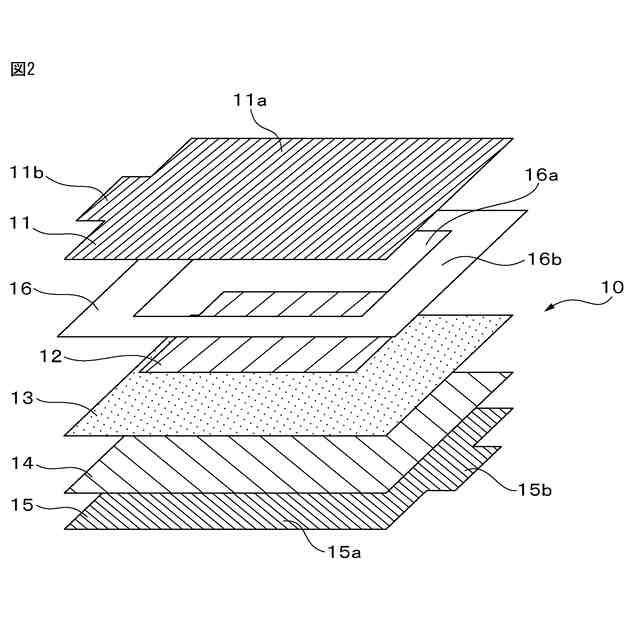
図2は、本開示の第1の実施形態に従う構成単位セル10の分解斜視図である。
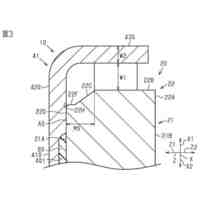
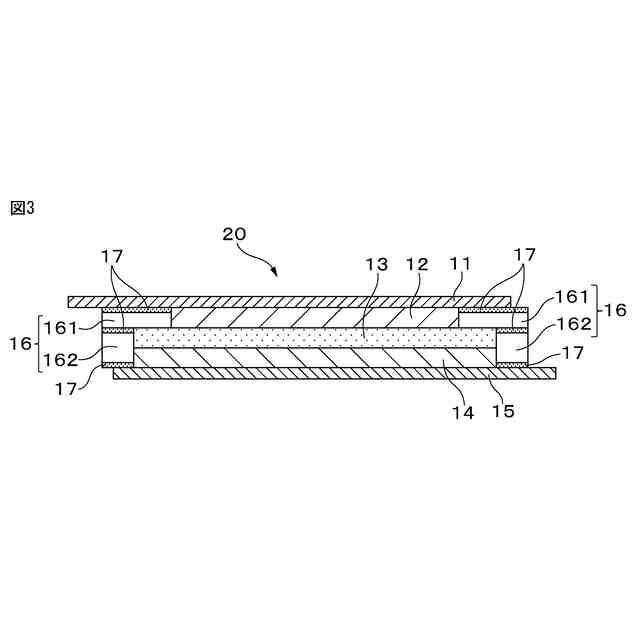
図3は、本開示の第2の実施形態に従う構成単位セル20を、積層方向に垂直な方向から見た模式図である。
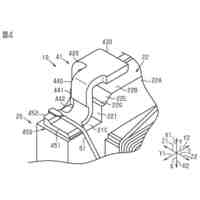
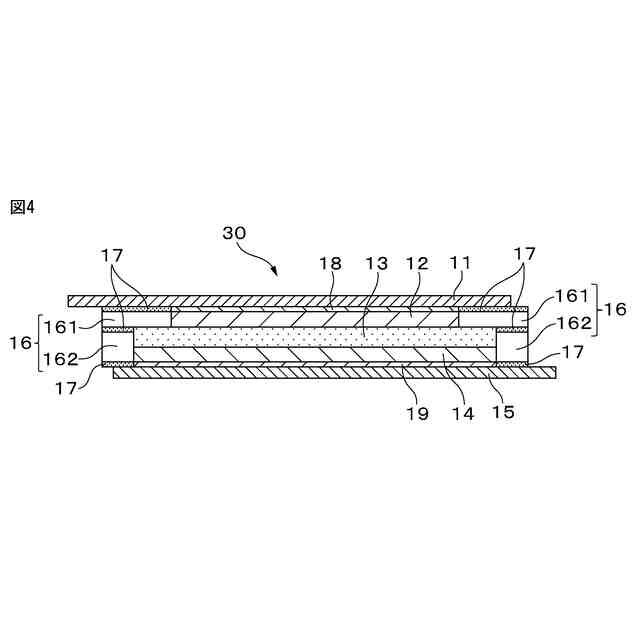
図4は、本開示の第3の実施形態に従う構成単位セル30を、積層方向に垂直な方向から見た模式図である。
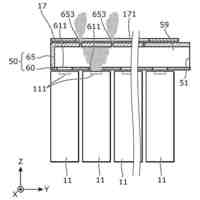
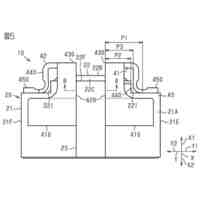
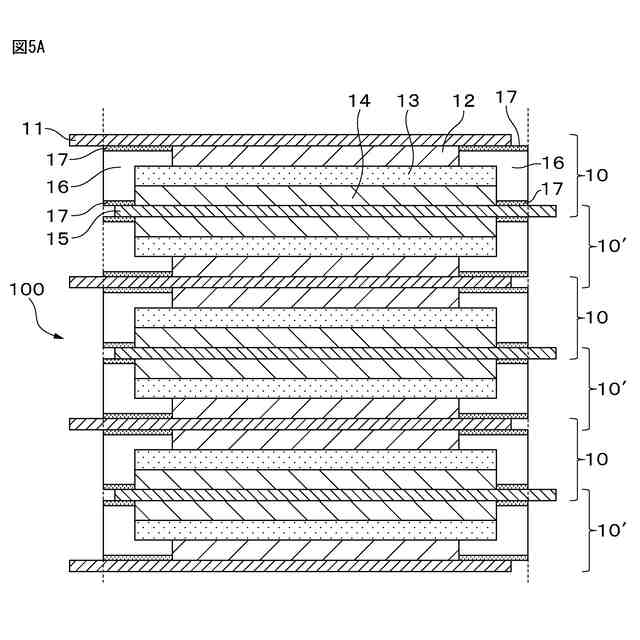
図5Aは、本開示の第1の実施形態に従う全固体電池積層体100を、積層方向に垂直な方向から見た模式図である。
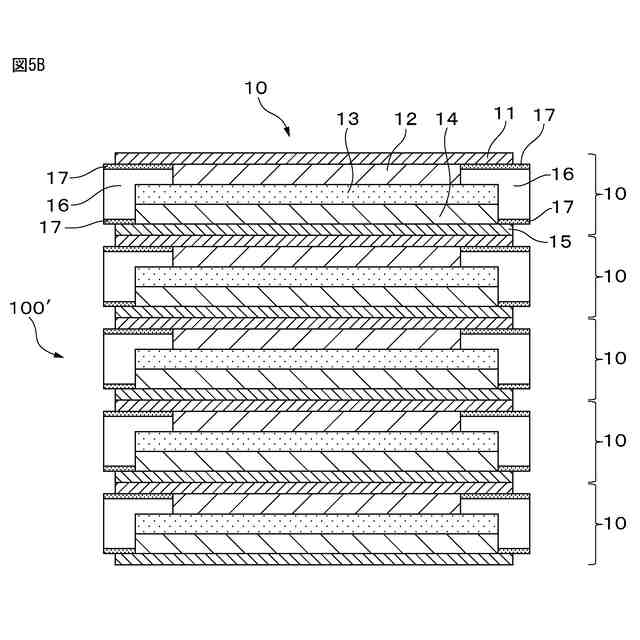
図5Bは、本開示の第2の実施形態に従う全固体電池積層体100’を、積層方向に垂直な方向から見た模式図である。
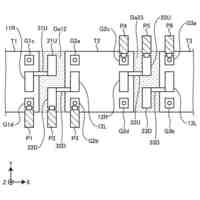
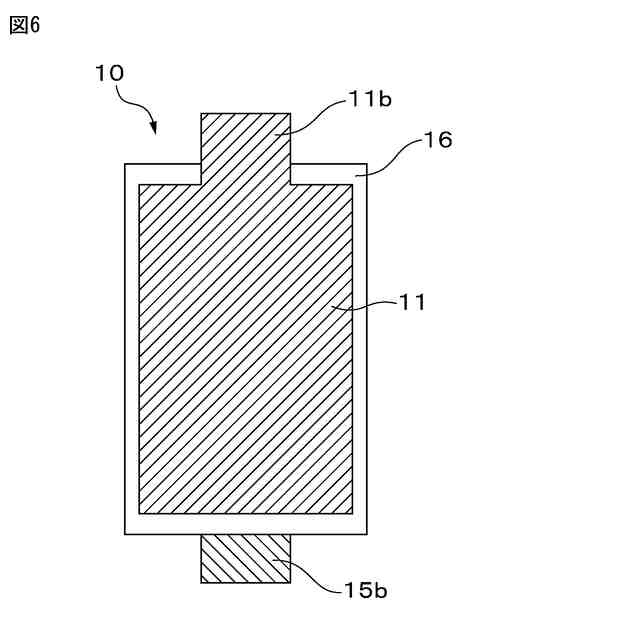
図6は、本開示の第1の実施形態に従う構成単位セル10を、積層方向から見た模式図である。
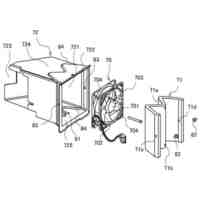
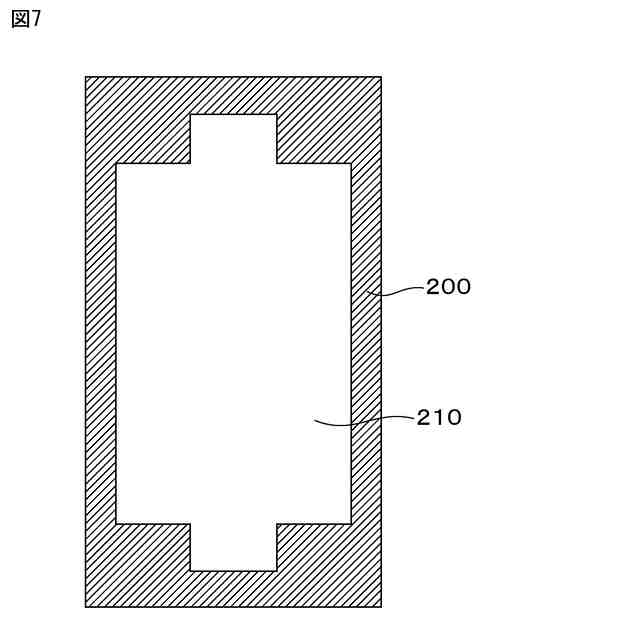
図7は、本開示の第1の製造方法に用いる位置決め治具200を、製造される全固体電池積層体100の積層方向から見た模式図である。
図8は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図9は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図10は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図11は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図12は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図13は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図14は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図15は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図16は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図17は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
図18は、実施例における全固体電池積層体100を製造する工程の一部を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
蓄電池の製造方法
17日前
株式会社GSユアサ
蓄電装置
16日前
日本電波工業株式会社
電子部品
21日前
エイブリック株式会社
半導体装置
11日前
エイブリック株式会社
半導体装置
9日前
ローム株式会社
半導体装置
8日前
ダイニチ工業株式会社
燃料電池装置
17日前
ダイニチ工業株式会社
燃料電池装置
17日前
ダイニチ工業株式会社
燃料電池装置
17日前
株式会社GSユアサ
蓄電装置
9日前
ダイニチ工業株式会社
燃料電池装置
17日前
ダイニチ工業株式会社
燃料電池装置
11日前
ダイニチ工業株式会社
燃料電池装置
17日前
株式会社GSユアサ
蓄電設備
8日前
株式会社GSユアサ
蓄電装置
9日前
ダイニチ工業株式会社
燃料電池装置
11日前
ダイニチ工業株式会社
燃料電池装置
17日前
株式会社GSユアサ
蓄電素子
21日前
株式会社GSユアサ
蓄電装置
21日前
三菱電機株式会社
回路遮断器
4日前
ダイニチ工業株式会社
燃料電池装置
11日前
ダイニチ工業株式会社
燃料電池装置
11日前
株式会社GSユアサ
蓄電装置
22日前
株式会社ヨコオ
コネクタ
17日前
株式会社ヨコオ
コネクタ
17日前
株式会社村田製作所
コイル部品
9日前
三菱電機株式会社
半導体ウエハ
10日前
株式会社村田製作所
コイル部品
9日前
KOA株式会社
電子部品
9日前
株式会社村田製作所
コイル部品
9日前
ダイニチ工業株式会社
換気ファン装置
11日前
三洲電線株式会社
撚線導体
17日前
ローム株式会社
半導体装置
3日前
住友電気工業株式会社
電線
11日前
株式会社ダイヘン
接続構造
17日前
住友電気工業株式会社
半導体装置
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ