TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023075014
公報種別
公開特許公報(A)
公開日
2023-05-30
出願番号
2022119957
出願日
2022-07-27
発明の名称
鉄管外表面の欠陥判定装置
出願人
株式会社クボタ
代理人
個人
,
個人
主分類
G01N
21/952 20060101AFI20230523BHJP(測定;試験)
要約
【課題】鉄管の外表面の欠陥を判定する欠陥判定装置において、前記鉄管の外表面のさまざまな種類の欠陥を判定可能な構成を得る。
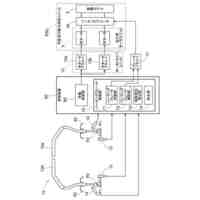
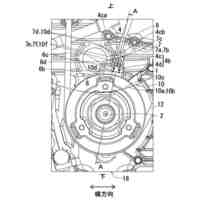
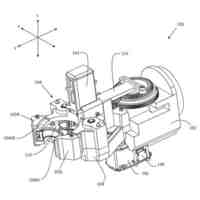
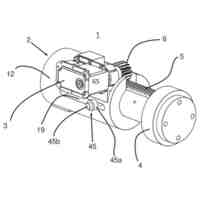
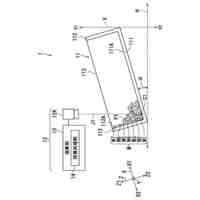
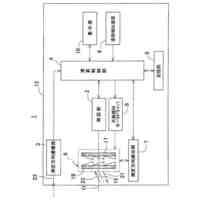
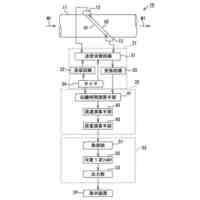
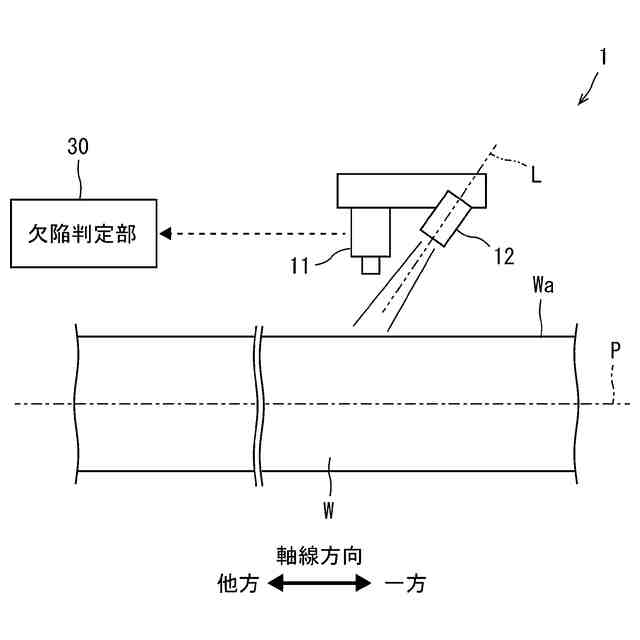
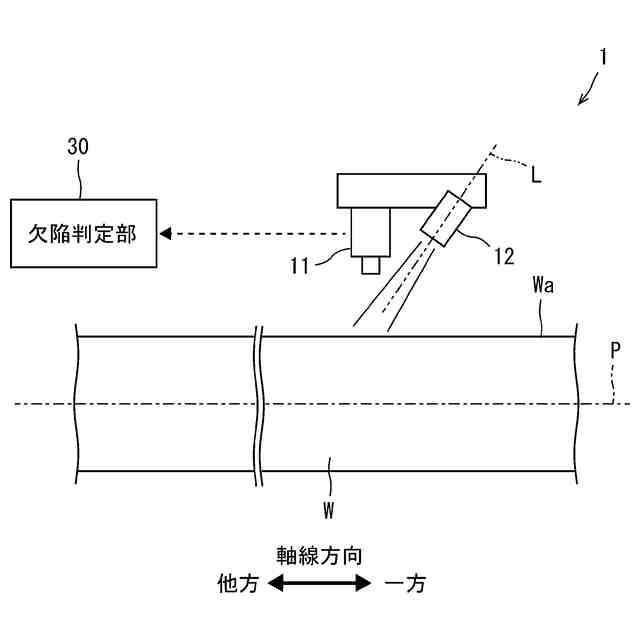
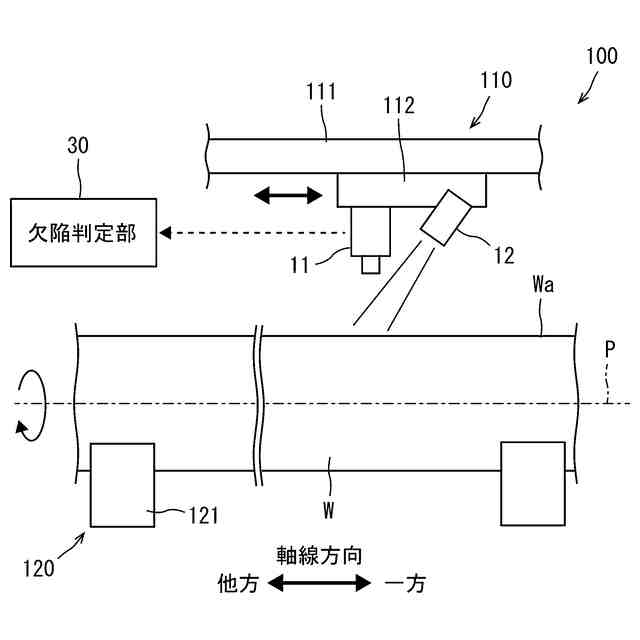
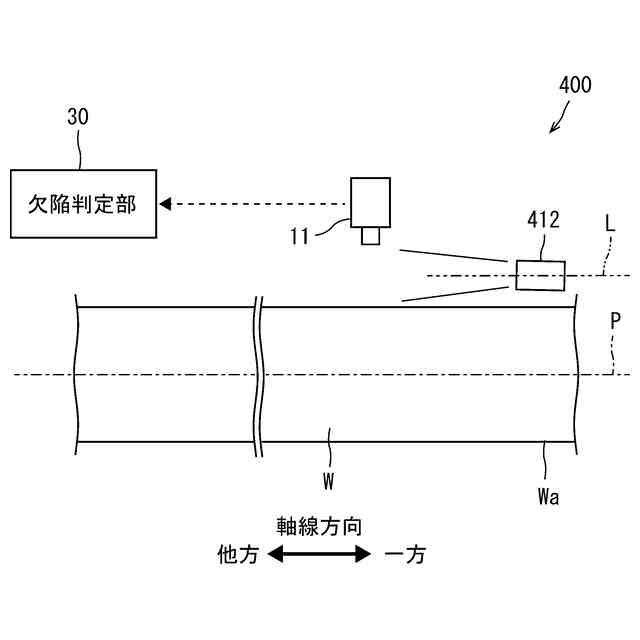
【解決手段】欠陥判定装置1は、鉄管Wの外表面Waに対して面状の光を照射する光源部12と、鉄管Wの外表面Waのうち光源部12によって前記面状の光が照射された部分の画像を取得する画像取得部11と、画像取得部11によって取得された画像を用いて、鉄管Wの外表面Waの欠陥を判定する欠陥判定部30と、を備える。光源部12は、鉄管Wに対し、鉄管Wを径方向に見て画像取得部11と鉄管Wの軸線方向に並んで位置するとともに、鉄管Wの外表面に対して鉄管Wの径方向と交差する方向に前記面状の光を照射する位置に配置されている。
【選択図】図1
特許請求の範囲
【請求項1】
鉄管の外表面に対して面状の光を照射する光源部と、
前記鉄管の外表面のうち前記光源部によって前記面状の光が照射された部分の画像を取得する画像取得部と、
前記画像取得部によって取得された画像を用いて、前記鉄管の外表面の欠陥を判定する欠陥判定部と、
を備え、
前記光源部は、前記鉄管に対し、該鉄管を径方向に見て前記画像取得部と前記鉄管の軸線方向に並んで位置するとともに、前記鉄管の外表面に対して前記鉄管の径方向と交差する方向に前記面状の光を照射する位置に配置されている、
鉄管外表面の欠陥判定装置。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の鉄管外表面の欠陥判定装置において、
前記光源部は、前記鉄管の軸線方向において前記画像取得部と隣り合う位置に配置されている、
鉄管外表面の欠陥判定装置。
【請求項3】
請求項1に記載の鉄管外表面の欠陥判定装置において、
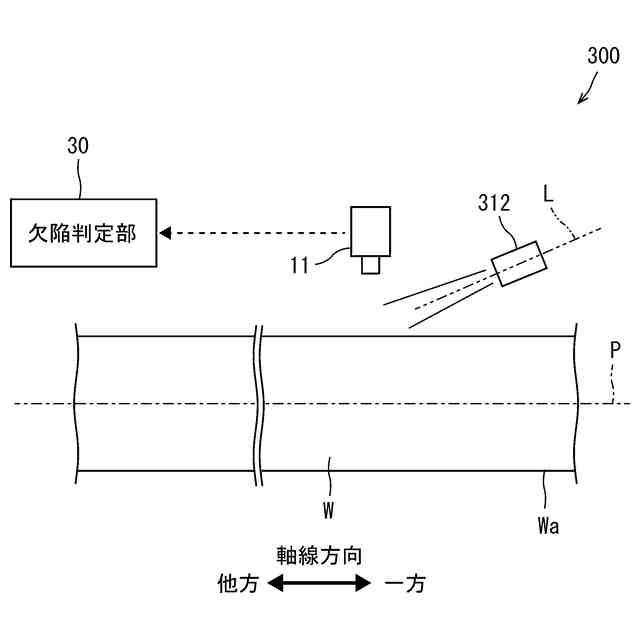
前記光源部は、前記画像取得部に対して、前記鉄管の軸線方向の一方に配置されている、
鉄管外表面の欠陥判定装置。
【請求項4】
請求項1に記載の鉄管外表面の欠陥判定装置において、
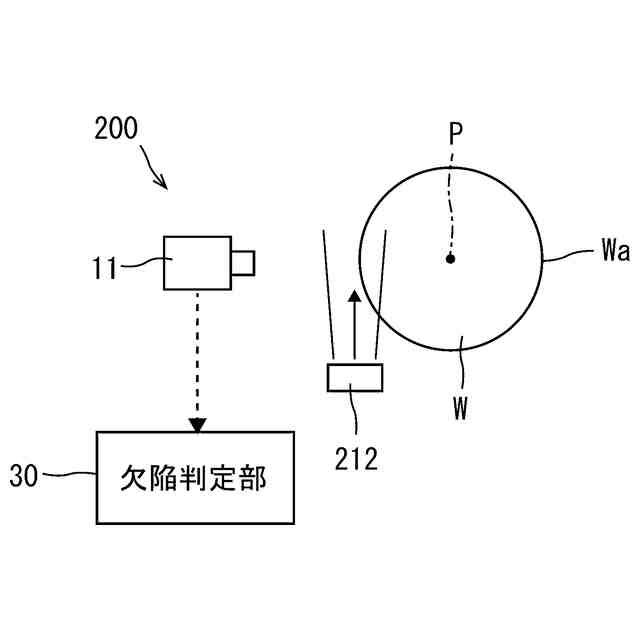
前記光源部は、前記鉄管の外表面に対して、前記鉄管を軸線方向に見て前記外表面の接線方向に前記面状の光を照射するように配置されている、
鉄管外表面の欠陥判定装置。
【請求項5】
請求項1から4のいずれか一つに記載の鉄管外表面の欠陥判定装置において、
前記鉄管は、外表面に、欠陥よりも径方向に突出した複数の凸部を有し、
前記画像取得部は、前記鉄管の外表面の画像を、前記鉄管の軸線に直交する方向から取得する、
鉄管外表面の欠陥判定装置。
【請求項6】
請求項5に記載の鉄管外表面の欠陥判定装置において、
前記画像取得部は、前記鉄管に対して上方または側方に位置する、
鉄管外表面の欠陥判定装置。
【請求項7】
請求項1に記載の鉄管外表面の欠陥判定装置において、
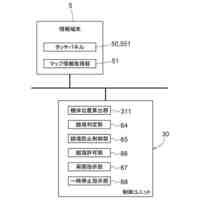
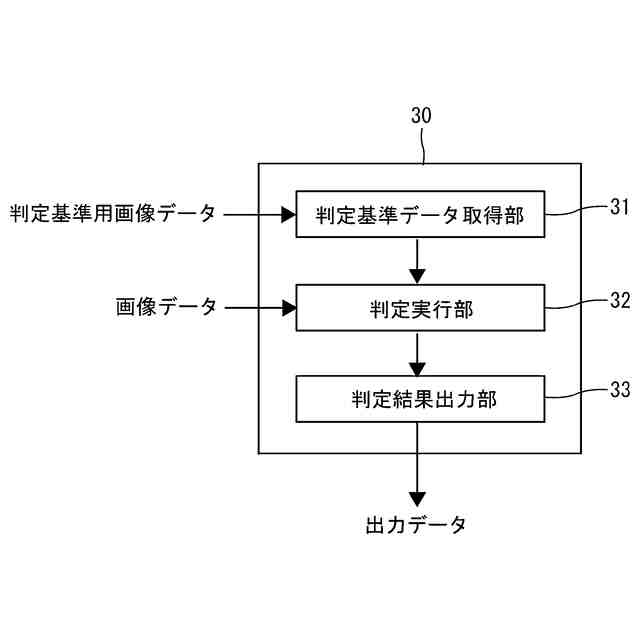
前記欠陥判定部は、
前記鉄管の外表面の欠陥を判定するための判定基準データを取得する判定基準データ取得部を有し、
前記判定基準データ取得部は、欠陥のパターンに応じた複数の画像取得領域を用いて、
欠陥を有する鉄管の外表面の画像データから前記判定基準データを取得する、
鉄管外表面の欠陥判定装置。
【請求項8】
請求項7に記載の鉄管外表面の欠陥判定装置において、
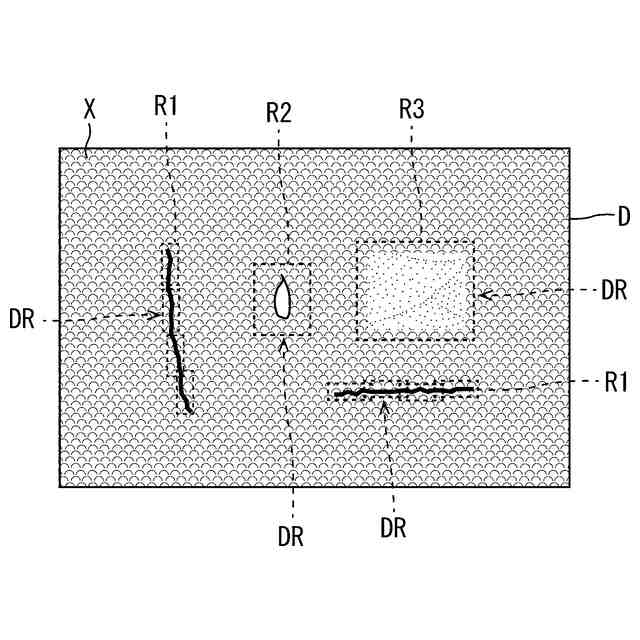
前記複数の画像取得領域は、
前記鉄管の外表面の欠陥が一方向に長い線状欠陥の場合に前記判定基準データの取得に用いられる第1画像取得領域と、
前記鉄管の外表面の欠陥が所定の面積を有する凹部または凸部である場合に前記判定基準データの取得に用いられる第2画像取得領域と、
前記鉄管の外表面の欠陥が所定範囲内に点在する点状欠陥の場合に前記判定基準データの取得に用いられる第3画像取得領域と、
を含む、
鉄管外表面の欠陥判定装置。
【請求項9】
請求項1に記載の鉄管外表面の欠陥判定装置において、
前記光源部及び前記画像取得部を前記鉄管の軸線方向に移動可能な移動部をさらに備える、
鉄管外表面の欠陥判定装置。
【請求項10】
請求項9に記載の鉄管外表面の欠陥判定装置において、
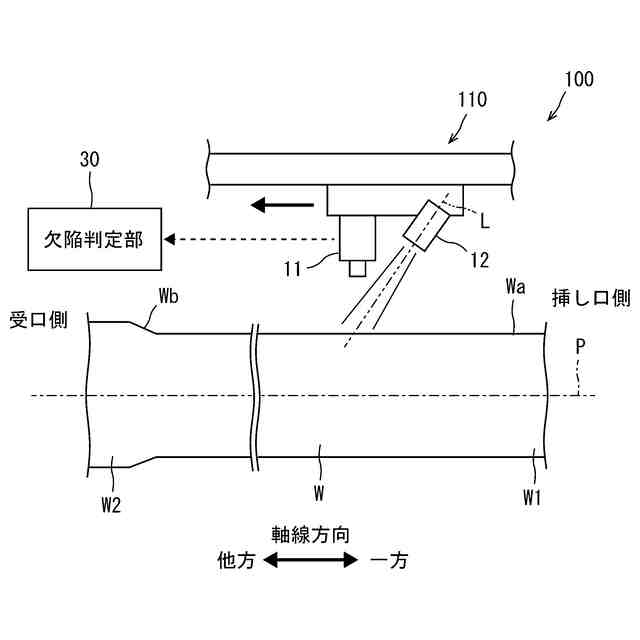
前記移動部は、前記光源部及び前記画像取得部を、前記鉄管の軸線方向に前記鉄管の挿し口側から受口側に向かって移動可能に構成され、
前記光源部は、前記画像取得部よりも前記軸線方向の前記挿し口側に位置し、前記光源部の光軸が前記鉄管の軸線に対して前記挿し口側から前記受口側に向かって斜めに延びるように、配置されている、
鉄管外表面の欠陥判定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄管の外表面に生じた欠陥に関する判定を行う欠陥判定装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
管の割れ等を検出する検出装置が知られている。このような検出装置として、例えば特許文献1には、パイプの素管の割れを画像処理により検出する割れ検出装置が開示されている。
【0003】
前記特許文献1の割れ検出装置は、撮像装置と、割れ検出制御装置と、画像表示装置とを有する。前記撮像装置は、磁化装置と、検査薬塗布装置と、回転駆動部と、照明用光源と、撮像部と、撮像制御部とを有する。
【0004】
前記磁化装置は、パイプに通電して前記パイプを磁化する。前記パイプの表面に割れがあると、そこから磁力が漏れるため、検査薬が付着する。検査薬塗布装置は、前記パイプの表面に前記検査薬を塗布する。前記回転駆動部は、前記パイプを保持した状態で、前記パイプを回転させる。前記照明用光源は、前記パイプの軸方向に均一な照明光を照射可能な線状光源である。前記撮像部は、1次元CCDカメラからなり、前記パイプの軸方向を視野にして前記パイプに臨む。前記撮像制御部は、前記撮像部の撮像動作と前記回転駆動部の回転動作とを制御して、前記パイプの全周の表面画像を撮像する。
【0005】
前記パイプの表面に傷があると反射光の反射角度が変化するので、撮像部の受光量が変化する。これにより、撮像画像に濃淡変化が生じる。前記割れ検出装置は、前記撮像画像の濃淡変化に基づいて傷の検出を行うことができる。
【先行技術文献】
【特許文献】
【0006】
特開2002-324233号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前記特許文献1に開示されている割れ検出装置は、管の割れを検出することができる。しかしながら、管の外表面には、割れ以外の欠陥が生じる場合がある。例えば、管の欠陥は、線状欠陥、所定の面積を有する凹部または凸部、点状欠陥などを含む。これらの割れ以外の欠陥は、前記特許文献1に開示されている割れ検出装置のように線状光源を管の軸方向に配置しても、撮像画像に鮮明に表示できない。そのため、割れ以外の欠陥を、精度良く検出することができない。
【0008】
本発明の目的は、鉄管の外表面の欠陥を判定する欠陥判定装置において、前記鉄管の外表面のさまざまな種類の欠陥を判定可能な構成を得ることにある。
【課題を解決するための手段】
【0009】
本発明の一実施形態に係る鉄管外表面の欠陥判定装置は、鉄管の外表面に対して面状の光を照射する光源部と、前記鉄管の外表面のうち前記光源部によって前記面状の光が照射された部分の画像を取得する画像取得部と、前記画像取得部によって取得された画像を用いて、前記鉄管の外表面の欠陥を判定する欠陥判定部と、を備える。前記光源部は、前記鉄管に対し、該鉄管を径方向に見て前記画像取得部と前記鉄管の軸線方向に並んで位置するとともに、前記鉄管の外表面に対して前記鉄管の径方向と交差する方向に前記面状の光を照射する位置に配置されている(第1の構成)。
【0010】
鉄管の外表面に対して、前記鉄管を径方向に見て画像取得部と前記鉄管の軸線方向に並んで位置する光源部から、前記鉄管の径方向と交差する方向に面状の光を照射することにより、前記外表面の欠陥の周囲に影を作ることができる。これにより、前記画像取得部によって、前記欠陥の鮮明な画像を取得することができる。したがって、前記画像取得部によって取得された前記画像を用いて、前記鉄管の外表面の欠陥を精度良く判定することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社クボタ
作業車
11日前
株式会社クボタ
浄化槽
5日前
株式会社クボタ
田植機
2日前
株式会社クボタ
エンジン
9日前
株式会社クボタ
エンジン
5日前
株式会社クボタ
農業用ツール
2日前
株式会社クボタ
農業用ツール
2日前
株式会社クボタ
故障診断装置
9日前
株式会社クボタ
農業用クリップ
2日前
株式会社クボタ
降雨制御システム
3日前
株式会社クボタ
農業用ツールおよびプロセス
2日前
株式会社クボタ
農業用ツールおよびプロセス
2日前
株式会社クボタ
油圧制御装置、油圧回路の制御方法、及び油圧装置
2日前
株式会社クボタ
作業機
8日前
株式会社クボタ
作業機
10日前
株式会社クボタ
作業車両
10日前
株式会社クボタ
作業車両
1日前
株式会社クボタ
切断ブレードおよびプーリアセンブリを有するエンドエフェクタ
2日前
株式会社クボタ
ラックおよびピニオンを有するロボットアームマウントアセンブリ
2日前
株式会社クボタ
バイオマスシリカ原料から得られるバイオマスアルカリ金属ケイ酸塩及びその製造方法、並びに当該バイオマスアルカリ金属ケイ酸塩から生成されるバイオマスシリカで被覆された白色顔料用酸化チタン及びその製造方法
11日前
個人
健康状態検査材
5日前
株式会社CCT
表示装置
4日前
株式会社SUBARU
車両
12日前
ニデック株式会社
検出装置
11日前
株式会社トプコン
測量装置
10日前
株式会社トプコン
測定装置
11日前
日本精機株式会社
車両用表示装置
11日前
株式会社トプコン
測量装置
10日前
株式会社SUBARU
車両
12日前
個人
コンベックスルール用測定部品
3日前
株式会社トプコン
植物センサ
18日前
株式会社トプコン
植物センサ
18日前
本多電子株式会社
超音波流量計
22日前
本多電子株式会社
水中探知装置
11日前
トヨタ自動車株式会社
給水治具
2日前
株式会社島津製作所
圧力センサ
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ