TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023074325
公報種別
公開特許公報(A)
公開日
2023-05-29
出願番号
2021187215
出願日
2021-11-17
発明の名称
スペーサ及びその製造方法
出願人
内山工業株式会社
代理人
協明国際弁理士法人
主分類
F02F
1/10 20060101AFI20230522BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】多孔質体の厚みを所望する厚みにでき、冷却水流路を流通する冷却水の流れを規制することができるスペーサ及びその製造方法を提供する。
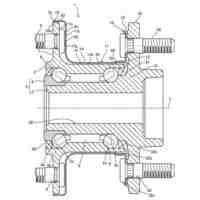
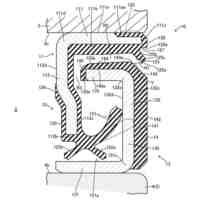
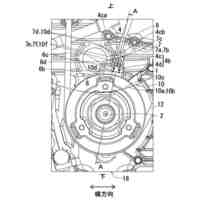
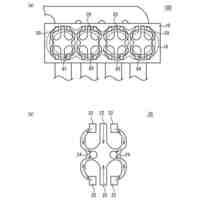
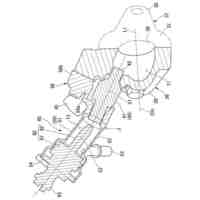
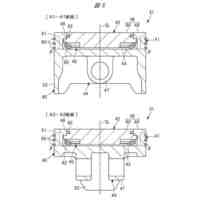
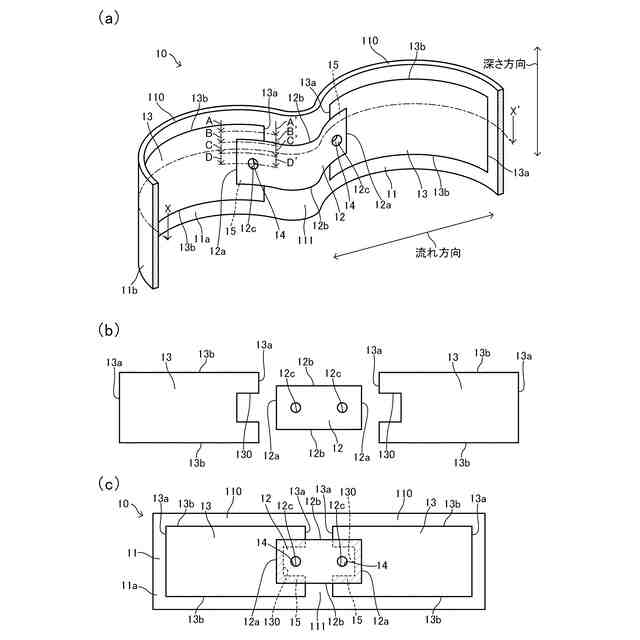
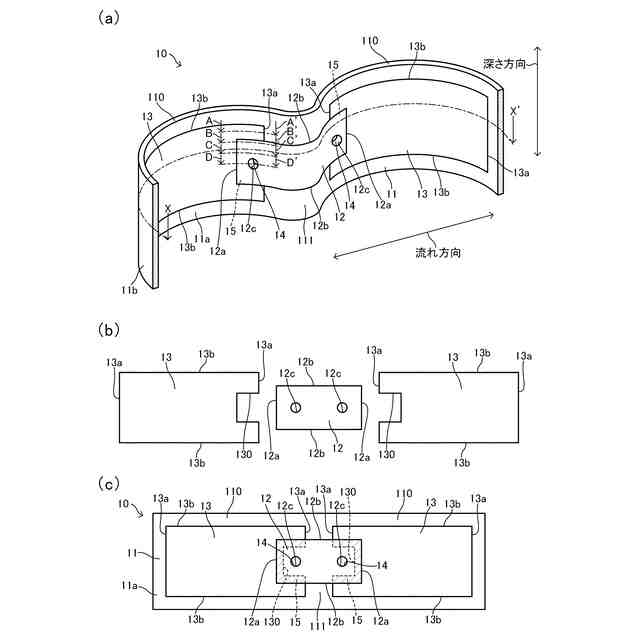
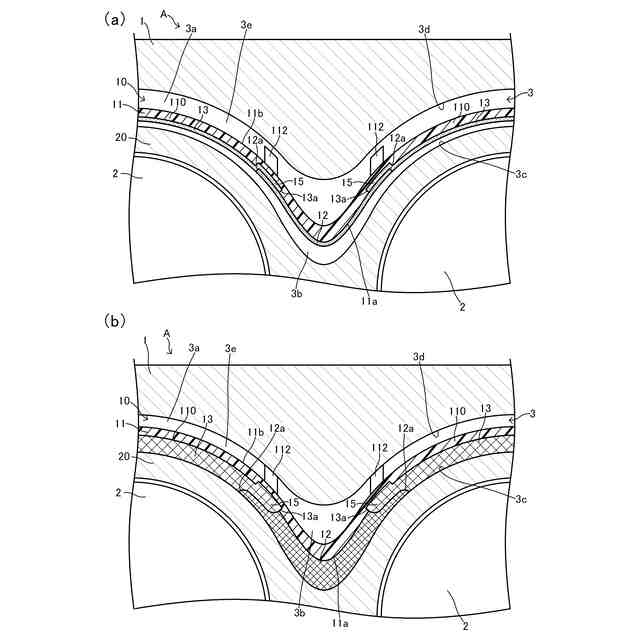
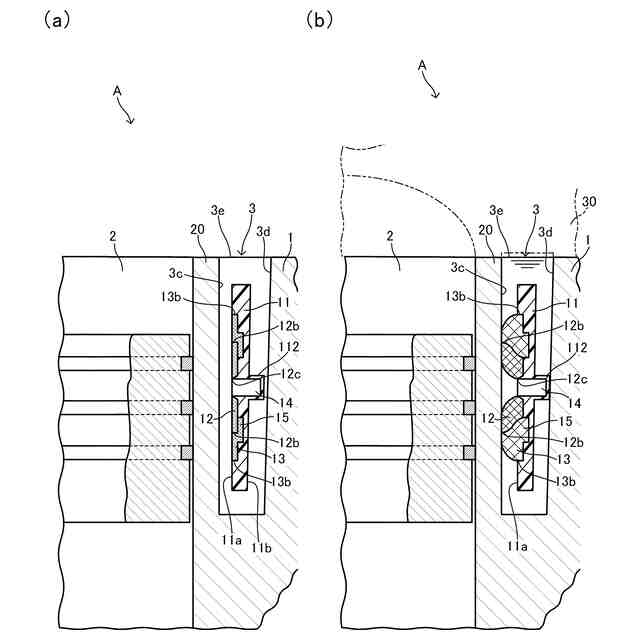
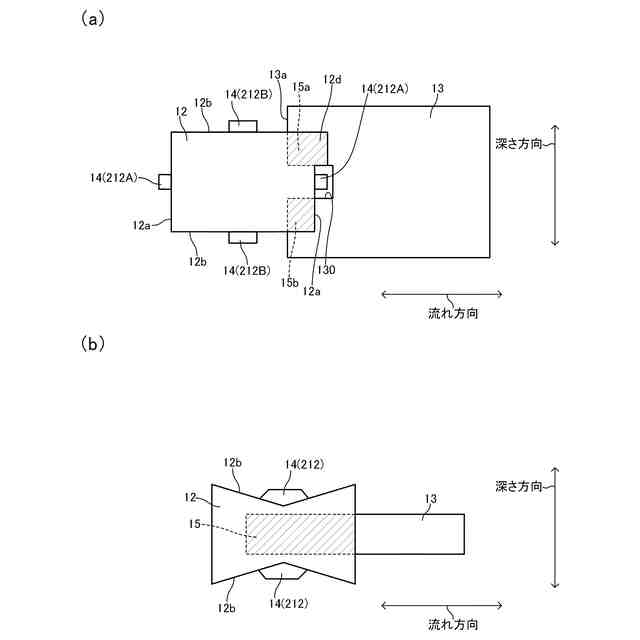
【解決手段】内燃機関Aのシリンダブロック1に設けられた冷却水流路3内に配置され、冷却水の流れを規制するスペーサ10であって、樹脂材料からなる成形体11と、前記成形体の一側面11aに設けられ貫通孔12cを有する第1多孔質体12と、前記一側面に設けられる第2多孔質体13と、前記一側面の、前記貫通孔の内部に形成される凹状の窪み部14とを備え、前記第1多孔質体と前記第2多孔質体とは、前記樹脂材料が一部含浸して前記成形体と一体に成形され、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有し、前記第2多孔質体は、その一部が前記第1多孔質体の一部に重なるとともに、前記窪み部の形成位置と前記冷却水流路の深さ方向に重なる重なり部15を有している。
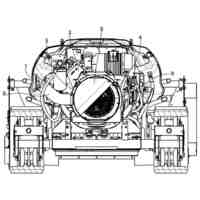
【選択図】図1
特許請求の範囲
【請求項1】
内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサであって、
樹脂材料からなる成形体と、
前記成形体の一側面に設けられ貫通孔を有する第1多孔質体と、
前記一側面に設けられる第2多孔質体と、
前記一側面の、前記貫通孔の内部に形成される凹状の窪み部とを備え、
前記第1多孔質体と前記第2多孔質体とは、前記樹脂材料が一部含浸して前記成形体と一体に成形され、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有し、
前記第2多孔質体は、その一部が前記第1多孔質体の一部に重なるとともに、前記窪み部の形成位置と前記冷却水流路の深さ方向に重なる重なり部を有していることを特徴とするスペーサ。
続きを表示(約 1,500 文字)
【請求項2】
内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサであって、
樹脂材料からなる成形体と、
前記成形体の一側面に設けられる第1多孔質体と、
前記一側面に設けられる第2多孔質体と、
前記一側面の、第1多孔質体の周縁部に形成される凹状の窪み部とを備え、
前記第1多孔質体と前記第2多孔質体とは、前記樹脂材料が一部含浸して前記成形体と一体に成形され、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有し、
前記第2多孔質体は、その一部が前記第1多孔質体の一部に重なるとともに、前記窪み部の形成位置と前記冷却水流路の深さ方向に重なる重なり部を有していることを特徴とするスペーサ。
【請求項3】
請求項1または請求項2において、
前記成形体は、前記一側面に凸曲面を有し、
前記第1多孔質体は、前記凸曲面を含む前記成形体の前記一側面に取り付けられることを特徴とするスペーサ。
【請求項4】
請求項3において、
前記成形体の凸曲面は、前記冷却水流路内のシリンダボアと隣接するシリンダボアとの間に形成された部分に配置されることを特徴とするスペーサ。
【請求項5】
請求項3または請求項4において、
前記第1多孔質体は、前記成形体の凸曲面に沿って湾曲した状態で取り付けられ、
前記第2多孔質体は、前記第1多孔質体の両側の端部に重なるように配置されていることを特徴とするスペーサ。
【請求項6】
請求項1~請求項5のいずれか1項において、
前記重なり部は、前記成形体と前記第1多孔質体との間に設けられることを特徴とするスペーサ。
【請求項7】
請求項1~請求項6のいずれか1項において、
前記重なり部が、前記窪み部を挟んで前記深さ方向の両側に設けられていることを特徴とするスペーサ。
【請求項8】
請求項1~請求項7のいずれか1項において、
前記第1多孔質体及び前記第2多孔質体は、セルロース系スポンジであり、
前記所定の外的要因が、水分であることを特徴とするスペーサ。
【請求項9】
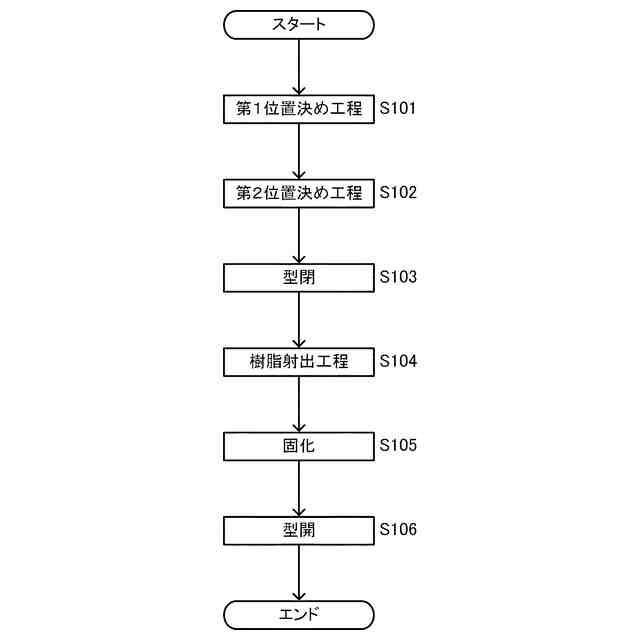
樹脂材料からなる成形体と、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有する複数の多孔質体とを備え、内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサの製造方法であって、
前記複数の多孔質体のうち第1多孔質体を成形型に設けられた位置決め突部を用いて配置する第1位置決め工程と、
前記複数の多孔質体のうち第2多孔質体を前記第1多孔質体の上に配置する第2位置決め工程と、
型閉した後、前記成形型のキャビティ内に前記樹脂材料を射出し、前記第1多孔質体及び前記第2多孔質体の一部に前記樹脂材料が含浸した状態で前記成形体に一体成形する樹脂射出工程を備え、
前記第2位置決め工程では、前記第2多孔質体の一部を前記第1多孔質体の一部に重ねるとともに、前記位置決め突部の形成位置と前記冷却水流路の深さ方向に重なる位置に配置することを特徴とするスペーサの製造方法。
【請求項10】
請求項9において、
前記第1位置決め工程では、前記第1多孔質体の厚さ方向に貫通して設けられた貫通孔を前記位置決め突部に挿通し位置決めすることを特徴とするスペーサの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
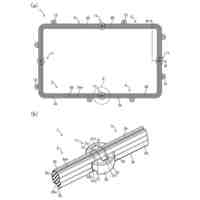
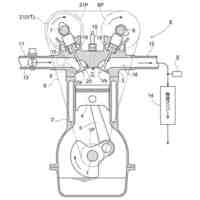
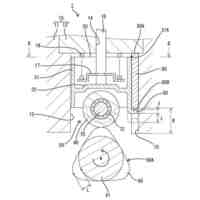
本発明は、内燃機関のシリンダブロックにシリンダボアを取り囲む状態で形成された凹状の冷却水流路内に配置されるスペーサ及びその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
上述のようなスペーサとしては、下記特許文献1、2が挙げられる。下記特許文献1、2に開示されたスペーサは、樹脂材料からなる成形体のシリンダボア側の面に、冷却水と接触すると膨大化して、冷却水流路のシリンダボア側の壁面に接触する多孔質体が取り付けられている。このように成形体に取り付けられる多孔質体は、膨大化する前は厚みが薄いため、当該スペーサを冷却水流路内に挿入する際には挿入抵抗を小さくして円滑に挿入することができるとともに、冷却水流路内に配置した後は膨大化して、冷却水の流れ(流量、流速等)を規制することができる。
【先行技術文献】
【特許文献】
【0003】
特開2020-122479号公報
特開2021-080854号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
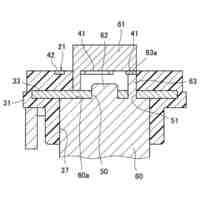
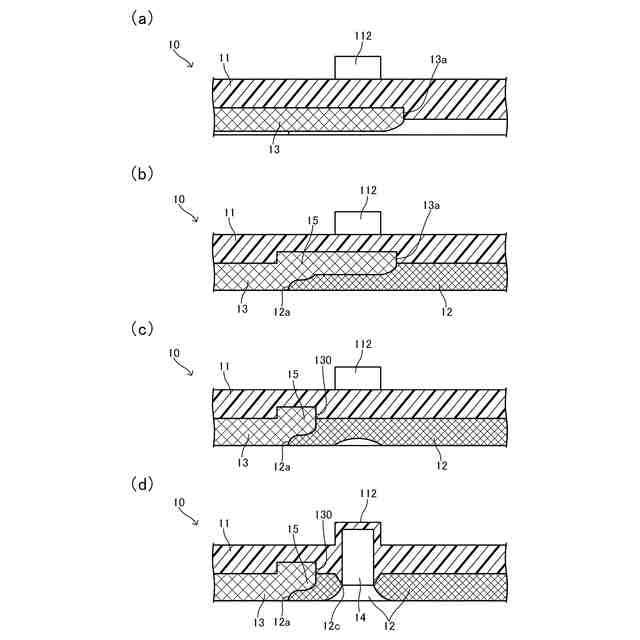
ところで、上述のスペーサは、製造時に成形型内の所定の位置に多孔質体を予め配置してから樹脂材料を射出成形する。このとき、多孔質体の端面に樹脂材料が含浸すると、多孔質体に所定の外的要因が付加されても、多孔質体は断面視すると端面側が湾曲形状である蒲鉾状に増大し、端面近傍では所望する厚みにならない場合がある。特に多孔質体の位置決めをするための位置決め突部の近傍部位は、多孔質体と位置決め突部の寸法のばらつきにより多孔質体と位置決め突部との間に隙間が空きやすく、多孔質体の端面に樹脂材料が入り込みやすい。このため、設計どおりに所定の外的要因が付加されても、多孔質体の端面近傍では所望する厚みに増大しない場合があり、冷却水の流れを所定通りに規制することができないことがある。さらに、多孔質体が上述のように蒲鉾状に増大するため、十分な厚さに増大するには端面から一定の距離が必要であり、多孔質体の対向する端面間の距離が近い部位においては、所望する厚みにならない場合がある。
【0005】
本発明は上記事情に鑑みてなされたものであり、多孔質体の厚みを所望する厚みにでき、冷却水流路を流通する冷却水の流れを規制することができるスペーサ及びその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
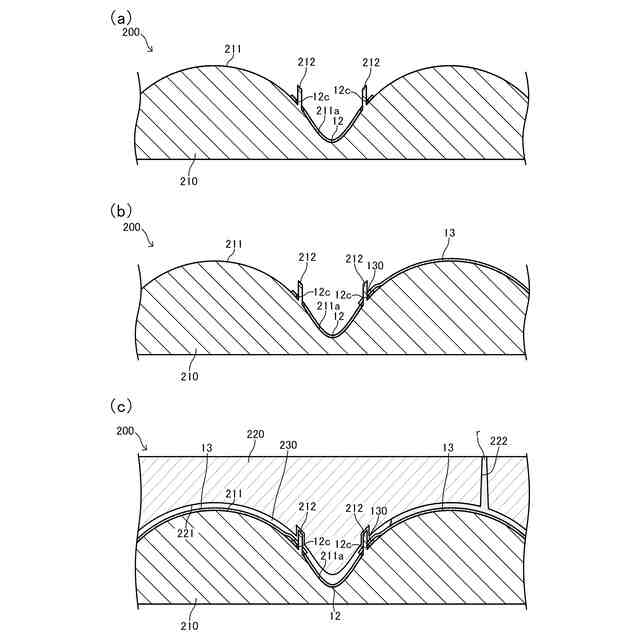
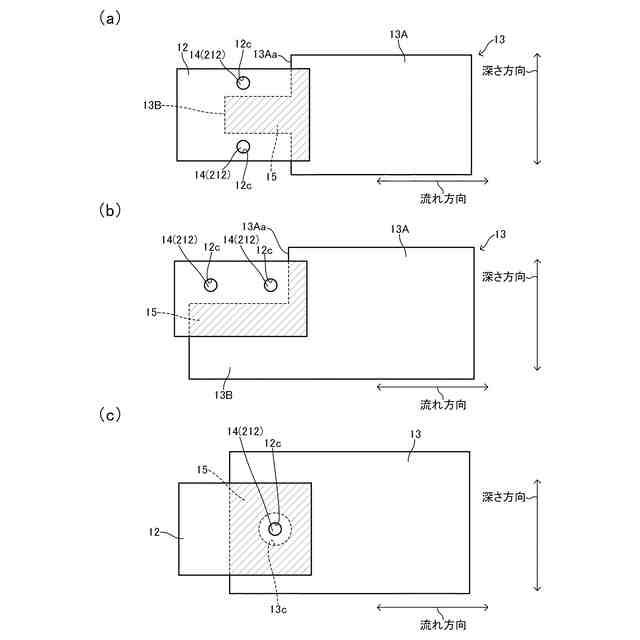
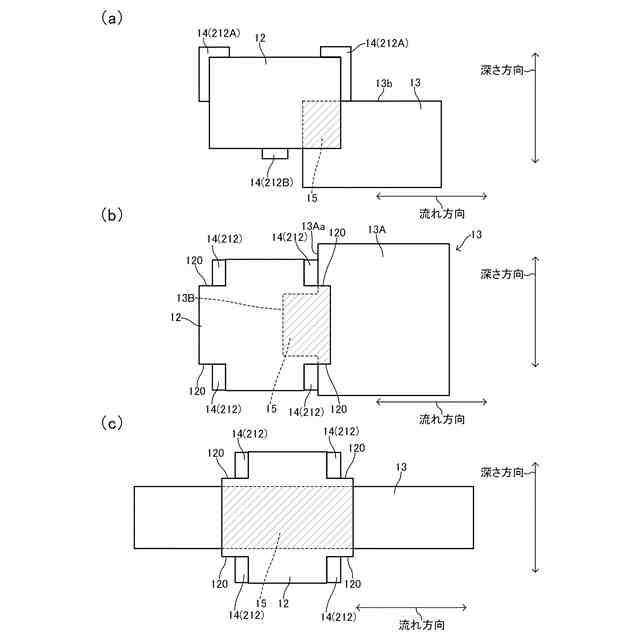
上記目的を達成するために、本発明のスペーサは、内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサであって、樹脂材料からなる成形体と、前記成形体の一側面に設けられ貫通孔を有する第1多孔質体と、前記一側面に設けられる第2多孔質体と、前記一側面の、前記貫通孔の内部に形成される凹状の窪み部とを備え、前記第1多孔質体と前記第2多孔質体とは、前記樹脂材料が一部含浸して前記成形体と一体に成形され、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有し、前記第2多孔質体は、その一部が前記第1多孔質体の一部に重なるとともに、前記窪み部の形成位置と前記冷却水流路の深さ方向に重なる重なり部を有していることを特徴とする。
【0007】
また、上記目的を達成するために、本発明の他のスペーサによれば、内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサであって、樹脂材料からなる成形体と、前記成形体の一側面に設けられる第1多孔質体と、前記一側面に設けられる第2多孔質体と、前記一側面の、第1多孔質体の周縁部に形成される凹状の窪み部とを備え、前記第1多孔質体と前記第2多孔質体とは、前記樹脂材料が一部含浸して前記成形体と一体に成形され、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有し、前記第2多孔質体は、その一部が前記第1多孔質体の一部に重なるとともに、前記窪み部の形成位置と前記冷却水流路の深さ方向に重なる重なり部を有していることを特徴とする。
【0008】
また、上記目的を達成するために、本発明のスペーサの製造方法は、樹脂材料からなる成形体と、所定の外的要因が付加されたことを契機として厚さ方向の厚みが増す特性を有する複数の多孔質体とを備え、内燃機関のシリンダブロックに設けられた冷却水流路内に配置され、冷却水の流れを規制するスペーサの製造方法であって、前記複数の多孔質体のうち第1多孔質体を成形型に設けられた位置決め突部を用いて配置する第1位置決め工程と、前記複数の多孔質体のうち第2多孔質体を前記第1多孔質体の上に配置する第2位置決め工程と、型閉した後、前記成形型のキャビティ内に前記樹脂材料を射出し、前記第1多孔質体及び前記第2多孔質体の一部に前記樹脂材料が含浸した状態で前記成形体に一体成形する樹脂射出工程を備え、前記第2位置決め工程では、前記第2多孔質体の一部を前記第1多孔質体の一部に重ねるとともに、前記位置決め突部の形成位置と前記冷却水流路の深さ方向に重なる位置に配置することを特徴とする。
【発明の効果】
【0009】
本発明に係るスペーサによれば、多孔質体の厚みを所望する厚みにでき、冷却水流路を流通する冷却水の流れ、特に冷却水流路の深さ方向における流れを規制することができる。
【0010】
また、本発明に係るスペーサの製造方法によれば、多孔質体の厚みを所望する厚みにでき、冷却水流路を流通する冷却水の流れ、特に冷却水流路の深さ方向における流れを規制することができるスペーサを得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
内山工業株式会社
密封装置
2日前
内山工業株式会社
密封装置
9日前
内山工業株式会社
ガスケット
11日前
内山工業株式会社
加硫接着剤組成物
9日前
株式会社クボタ
エンジン
5日前
個人
増設・ロータリーエンジン
15日前
本田技研工業株式会社
内燃機関
9日前
株式会社アイシン
内燃機関
10日前
トヨタ自動車株式会社
内燃機関の冷却構造
11日前
トヨタ自動車株式会社
車両の制御装置
2日前
本田技研工業株式会社
車両
10日前
日本製鉄株式会社
クランク軸
9日前
トヨタ自動車株式会社
車両の制御装置
9日前
トヨタ自動車株式会社
内燃機関制御装置
9日前
トヨタ自動車株式会社
内燃機関の制御装置
11日前
本田技研工業株式会社
鞍乗型車両の排気装置
11日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
9日前
トヨタ自動車株式会社
内燃機関の点火時期制御装置
15日前
トヨタ自動車株式会社
内燃機関の停止システム
5日前
本田技研工業株式会社
内燃機関の失火判定装置
9日前
本田技研工業株式会社
内燃機関の燃料供給装置
12日前
日立建機株式会社
運搬車両の管理システム
2日前
株式会社ミクニ
バルブ装置
2日前
株式会社ミクニ
バルブ装置
2日前
本田技研工業株式会社
燃料供給装置
9日前
トヨタ自動車株式会社
制御装置
15日前
株式会社筑水キャニコム
斜面除草車両
9日前
愛三工業株式会社
弁システム
2日前
本田技研工業株式会社
燃料供給装置
9日前
株式会社SUBARU
エンジン
10日前
株式会社SUBARU
ピストン
10日前
トヨタ自動車株式会社
オイル回収構造
4日前
株式会社オティックス
リフタ構造
2日前
スズキ株式会社
内燃機関の制御装置
3日前
スズキ株式会社
内燃機関の制御装置
3日前
株式会社SUBARU
エンジン制御装置
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ