TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023072313
公報種別
公開特許公報(A)
公開日
2023-05-24
出願番号
2021184775
出願日
2021-11-12
発明の名称
粉体成形品検査装置
出願人
株式会社パウレック
代理人
個人
,
個人
主分類
G01N
21/3563 20140101AFI20230517BHJP(測定;試験)
要約
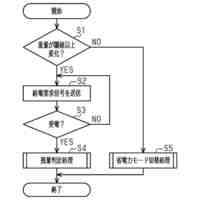
【課題】粉粒体処理機で処理された粉体成形品の品質を検査する粉体成形品検査装置を提供する。
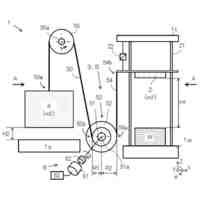
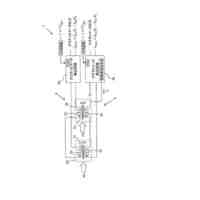
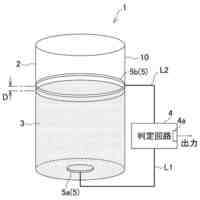
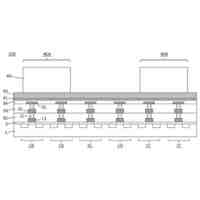
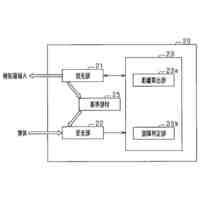
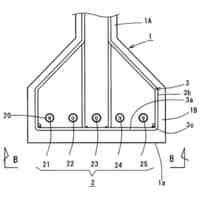
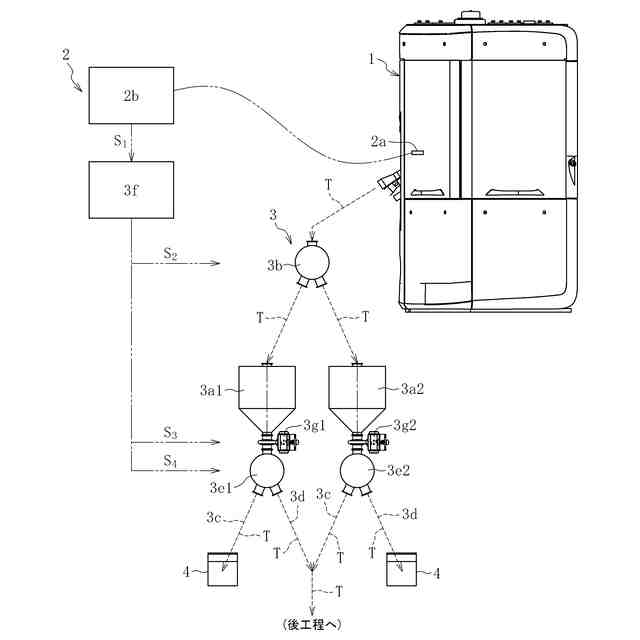
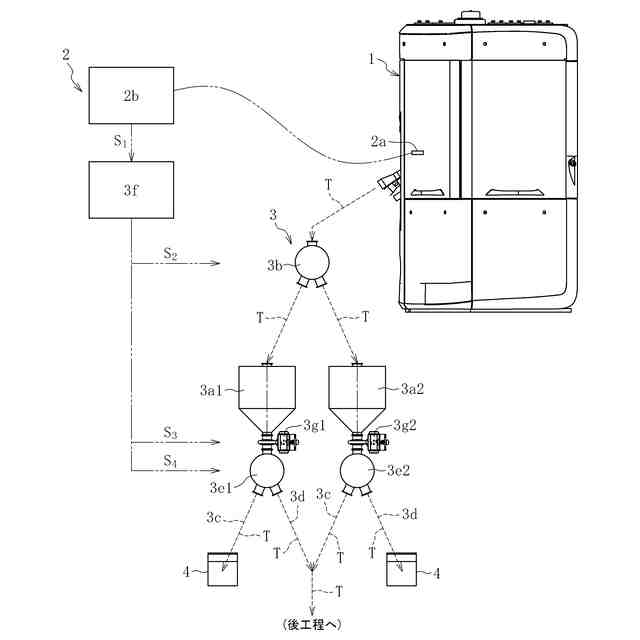
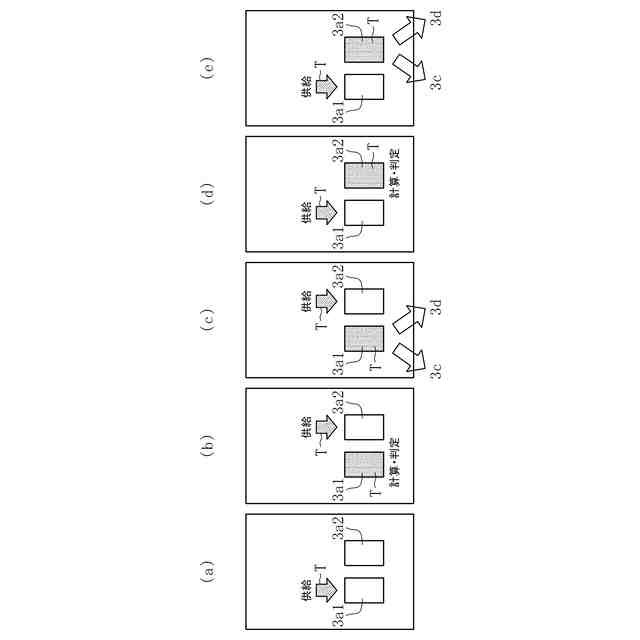
【解決手段】粉体圧縮成形機1から排出されてくる所定数量(N個)の錠剤Tが貯留部3a1、3a2の各々に逐次供給される。制御部3fは、各貯留部3a1、3a2に貯留されたN個の錠剤Tの中に規格外品が含まれていると判断したときは、規格外品が含まれていると判断した貯留部3a1、3a2に貯留されたN個の錠剤Tを規格外品通路3cに全量送出し、各貯留部3a1、3a2に貯留されたN個の錠剤Tの中に規格外品が含まれていないと判断したときは、規格外品が含まれていないと判断した貯留部3a1、3a2に貯留されたN個の錠剤Tを規格内品通路3dに全量送出するように、分岐部3e1、3e2を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
個々の粉体成形品を測定して、該粉体成形品の品質に相関する情報を取得する測定部と、該測定部により取得された前記情報に基づいて、前記粉体成形品の品質が所定の規格に適合するか否かを判定する判定部とを有する検査部と、該検査部により前記規格に適合しないと判定された規格外品を排除する規格外品排除部と、を備えた粉体成形品検査装置であって、
前記規格外品排除部は、前記測定部を通過した前記粉体成形品を一時的に貯留可能な貯留部と、前記測定部を通過した前記粉体成形品を前記貯留部に供給可能な供給部と、前記貯留部に設けられ、前記貯留部に貯留された前記粉体成形品を規格外品通路と規格内品通路とに択一的に送出可能な分岐部と、制御部と、を備え、
前記制御部は、前記測定部を通過した所定数量の前記粉体成形品が前記貯留部に供給されるように、前記供給部を制御すると共に、前記検査部での判定結果に基づいて、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていると判断したときは、前記貯留部に貯留された前記所定数量の前記粉体成形品を前記規格外品通路に送出し、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていないと判断したときは、前記貯留部に貯留された前記所定数量の前記粉体成形品を前記規格内品通路に送出するように、前記分岐部を制御することを特徴とする粉体成形品検査装置。
続きを表示(約 610 文字)
【請求項2】
複数の前記貯留部を備え、
前記供給部は、前記測定部を通過した前記粉体成形品を前記複数の貯留部のうち一の貯留部に択一的に供給可能であり、
前記分岐部は、前記各貯留部にそれぞれ設けられ、
前記制御部は、前記測定部を通過した所定数量の前記粉体成形品が前記複数の貯留部の各々に逐次供給されるように、前記供給部を制御すると共に、前記検査部での判定結果に基づいて、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていると判断したときは、当該貯留部に貯留された前記所定数量の前記粉体成形品を前記規格外品通路に送出し、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていないと判断したときは、当該貯留部に貯留された前記所定数量の前記粉体成形品を前記規格内品通路に送出するように、前記分岐部を制御する、請求項1に記載の粉体成形品検査装置。
【請求項3】
前記測定部が分光センサである請求項1又は2に記載の粉体成形品検査装置。
【請求項4】
前記分光センサが近赤外分光センサである請求項3に記載の粉体成形品検査装置。
【請求項5】
前記判定部は、前記測定部により取得された前記情報に基づいて、多変量統計的プロセス管理により前記判定を行う請求項1から4の何れか1項に記載の粉体成形品検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉体圧縮成形機やパンコーティング機等の粉粒体処理機で処理された粉体成形品、例えば、医薬品、食品、農薬等の錠剤や電子部品等の品質を検査する粉体成形品検査装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
医薬品錠剤等の粉体成形品を原料粉体から成形する装置として、粉体圧縮成形機(打錠機、タブレットプレスとも呼ばれる。)が用いられている。粉体圧縮成形機は、周知のように、上下に貫通した臼孔が設けられたテーブルと、テーブルの臼孔に粉体を充填する充填装置と、テーブルの臼孔に充填された粉体を圧縮して粉体成形品を成形する上杵及び下杵とを備えている。回転式の粉体圧縮成形機では、回転盤のテーブルの外周部に回転方向に沿って多数の臼孔を設けるとともに、各臼孔の上下に上杵及び下杵をそれぞれ摺動可能に保持させ、テーブル及び杵(上杵及び下杵)を共に水平回転させる。テーブル及び杵(上杵及び下杵)の回転に伴い、上杵及び下杵の対が上ロール及び下ロールの間を通過するときに臼孔内に充填された粉体が圧縮成形される。
【0003】
粉体圧縮成形機の臼孔内で圧縮成形された粉体成形品は、下杵によりテーブルの上面の高さまで押し上げられる。その後、粉体成形品は、テーブルの上面に臨む位置に設置されたスクレーパ部により掻き取られ、下方に傾斜した樋状のシュートに導かれる。そして、シュートに導かれた粉体成形品は、シュートを降下して後工程に送り込まれ、後工程に設けられた装置又は機器により種々の処理が施される。後工程の処理としては、例えば、粉体成形品に付着した粉塵の除去、粉体成形品の表面への印字、印刷又は刻印、粉体成形品の包装(容器詰めを含む)等がある。近時では、後工程の処理を実施するための装置又は機器を粉体圧縮成形機の下流側に接続し、粉体成形品の成形から後工程の処理までを一貫して行うことが増えている。
【0004】
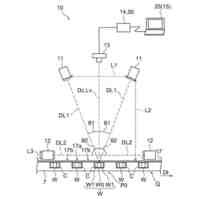
粉体圧縮成形機で成形された粉体成形品に対しては、その品質(成分含量、分散性、重量、密度、空隙率、水分量、異物混入等)に相関のある情報を測定により取得して、所定の規格に適合するか否かを検査することが行われている。例えば、下記の特許文献1では、回転式粉体圧縮成形機(回転式タブレットプレス)において、回転盤テーブル(ダイプレート)の臼孔(ダイス)内で粉体成形品(錠剤)の圧縮成形が完了し、上杵(上部ラム)が臼孔(ダイス)から退出して、センサのための十分なスペースが確保されている位置に近赤外分光又はレーザー蛍光分光センサを配置し、この分光センサで個々の粉体成形品を測定することにより、個々の粉体成形品の品質に相関する情報(粉体成形品で反射した反射光又は粉体成形品を透過した透過光のスペクトル)を取得している。
【先行技術文献】
【特許文献】
【0005】
特許第4504221号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、粉体成形品の圧縮成形が完了し、上杵が臼孔から退出して、センサのための十分なスペースが確保されている位置、すなわち、圧縮成形が完了した粉体成形品が粉体圧縮成形機から排出される直前の位置に、粉体成形品のスペクトルを取得する分光センサを配置している。しかし、分光センサにより取得された粉体成形品のスペクトルから、当該粉体成形品の品質を分析し、所定の規格に適合するか否かを判定するまでには、ある程度の時間が必要である。そのため、粉体成形品の測定が終わり、当該粉体成形品が粉体圧縮成形機から排出されるまでの短い時間内に、規格適合性の判定処理を完了することが困難な場合が多い。判定処理が完了していない粉体成形品が後工程に送り込まれ、後工程の途中又は後で規格外品であることが検知されると、当該粉体成形品に対する後工程での処理が無駄になるばかりでなく、後工程に支障が生じることがある。
【0007】
また、医薬品錠剤等の粉体成形品に糖衣コーティングやフィルムコーティング等のコーティング処理を施す場合、コーティング処理が施された粉体成形品に対して、コーティング品質(コーティング被膜の厚み、成分含量、水分量、コーティング性能、不純物等)に相関のある情報を測定により取得して、所定の規格に適合するか否かを検査することが行われている。この場合にも、上記と同様の問題が起こり得る。
【0008】
本発明は、上記の事情に鑑み、粉体成形品の測定から規格適合性の判定処理が完了するまでの猶予時間を確保することができる粉体成形品検査装置を提供することを技術的課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は、個々の粉体成形品を測定して、該粉体成形品の品質に相関する情報を取得する測定部と、該測定部により取得された前記情報に基づいて、前記粉体成形品の品質が所定の規格に適合するか否かを判定する判定部とを有する検査部と、該検査部により前記規格に適合しないと判定された規格外品を排除する規格外品排除部と、を備えた粉体成形品検査装置であって、前記規格外品排除部は、前記測定部を通過した前記粉体成形品を一時的に貯留可能な貯留部と、前記測定部を通過した前記粉体成形品を前記貯留部に供給可能な供給部と、前記貯留部に設けられ、前記貯留部に貯留された前記粉体成形品を規格外品通路と規格内品通路とに択一的に送出可能な分岐部と、制御部と、を備え、前記制御部は、前記測定部を通過した所定数量の前記粉体成形品が前記貯留部に供給されるように、前記供給部を制御すると共に、前記検査部での判定結果に基づいて、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていると判断したときは、前記貯留部に貯留された前記所定数量の前記粉体成形品を前記規格外品通路に送出し、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていないと判断したときは、前記貯留部に貯留された前記所定数量の前記粉体成形品を前記規格内品通路に送出するように、前記分岐部を制御することを特徴とする粉体成形品検査装置を提供する。
【0010】
本発明の粉体成形品検査装置は、複数の前記貯留部を備えていることが好ましい。この場合、前記供給部は、前記測定部を通過した前記粉体成形品を前記複数の貯留部のうち一の貯留部に択一的に供給可能に構成されり、前記分岐部は、前記各貯留部にそれぞれ設けられる。そして、前記制御部は、前記測定部を通過した所定数量の前記粉体成形品が前記複数の貯留部の各々に逐次供給されるように、前記供給部を制御すると共に、前記検査部での判定結果に基づいて、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていると判断したときは、当該貯留部に貯留された前記所定数量の前記粉体成形品を前記規格外品通路に送出し、前記貯留部に貯留された前記所定数量の前記粉体成形品の中に規格外品が含まれていないと判断したときは、当該貯留部に貯留された前記所定数量の前記粉体成形品を前記規格内品通路に送出するように、前記分岐部を制御する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
健康状態検査材
8日前
株式会社CCT
表示装置
7日前
株式会社チノー
放射温度計
今日
個人
コンベックスルール用測定部品
6日前
トヨタ自動車株式会社
給水治具
5日前
東将精工株式会社
測定器具補助具
7日前
三菱マテリアル株式会社
温度センサ
5日前
株式会社ミツトヨ
光学式エンコーダ
8日前
東レエンジニアリング株式会社
衝撃試験機
8日前
豊田合成株式会社
重量測定装置
5日前
東レ株式会社
センサー素子及びガスセンサー
12日前
日立建機株式会社
作業機械
12日前
株式会社ティアンドデイ
温度測定装置
5日前
株式会社 システムスクエア
検査装置
7日前
笹田磁気計測研究所株式会社
磁気傾度計
今日
株式会社不二越
歯車寸法測定装置
7日前
株式会社島津製作所
分注装置
6日前
本田技研工業株式会社
外界認識装置
今日
株式会社ティアンドデイ
携帯型温度測定装置
5日前
株式会社トクヤマ
磁性粒子を用いた試料前処理方法
今日
大和製衡株式会社
金属検出機付き重量選別装置
12日前
河村電器産業株式会社
感震センサ
5日前
ヤマサ醤油株式会社
TSH受容体阻害活性の測定方法
5日前
国立大学法人豊橋技術科学大学
剪断力センサ素子アレイ
12日前
I-PEX株式会社
プローブ
5日前
I-PEX株式会社
プローブ
5日前
NECネッツエスアイ株式会社
移動体位置表示方法
12日前
株式会社デンソーウェーブ
レーザレーダ装置
7日前
国立大学法人金沢大学
分析方法、及び分析システム
今日
株式会社 東京ウエルズ
製品検査装置
5日前
学校法人名古屋電気学園
RFタグ状態推定システム
今日
日産自動車株式会社
音的検査方法および装置
5日前
三機工業株式会社
検体移送装置
6日前
昇士達科技股ふん有限公司
配光パターン画像測定装置
8日前
株式会社四国総合研究所
非破壊検査方法
5日前
日本製鉄株式会社
鋼管の水圧試験方法
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ