TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023042620
公報種別
公開特許公報(A)
公開日
2023-03-28
出願番号
2021149822
出願日
2021-09-15
発明の名称
トルクセンサ及びトルクセンサの製造方法
出願人
日本精工株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01L
3/10 20060101AFI20230320BHJP(測定;試験)
要約
【課題】製造コストの増加を抑えつつ、位置決め精度を向上させること。
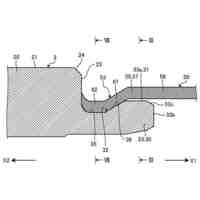
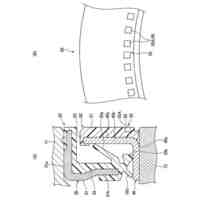
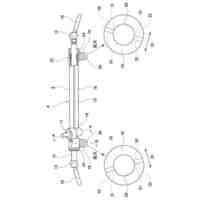
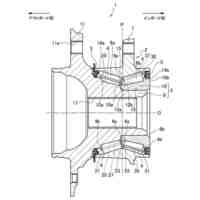
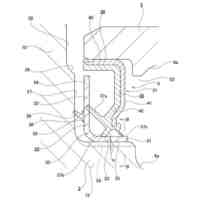
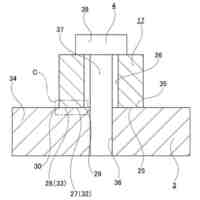
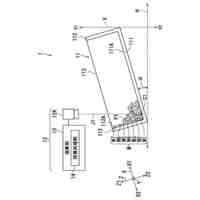
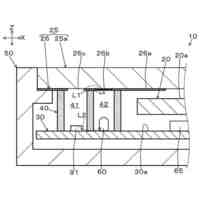
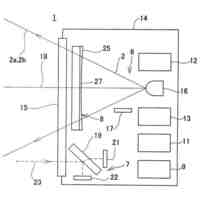
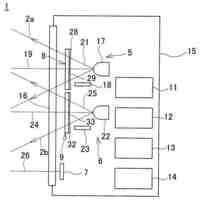
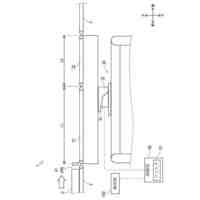
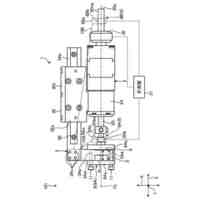
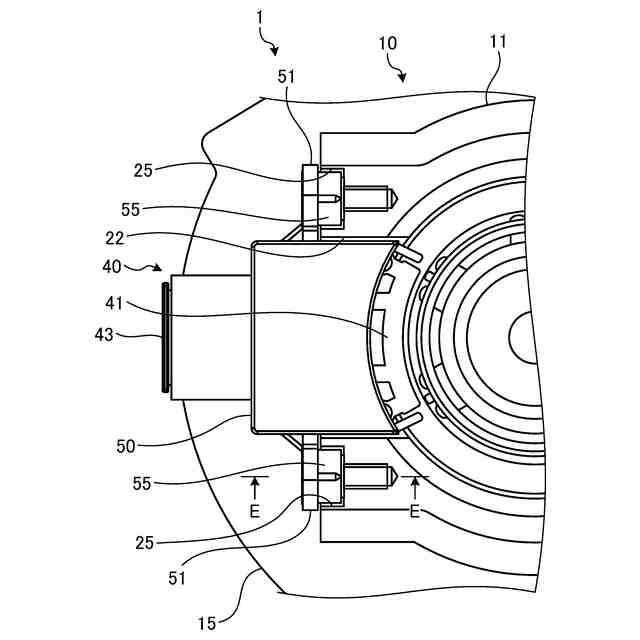
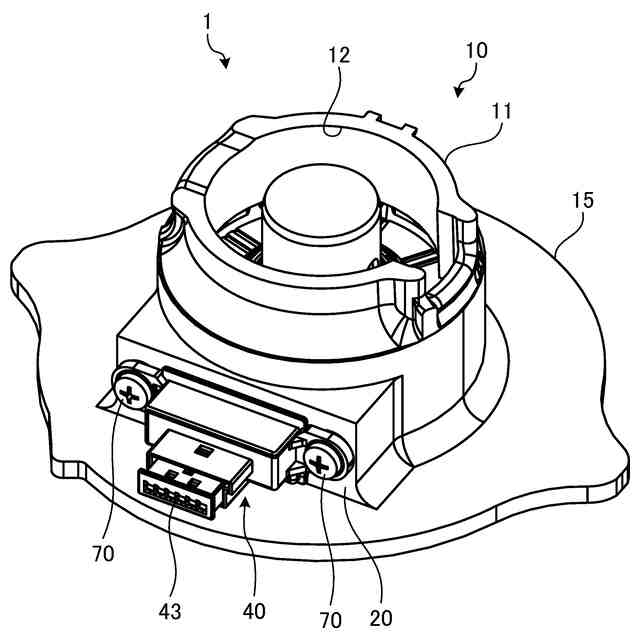
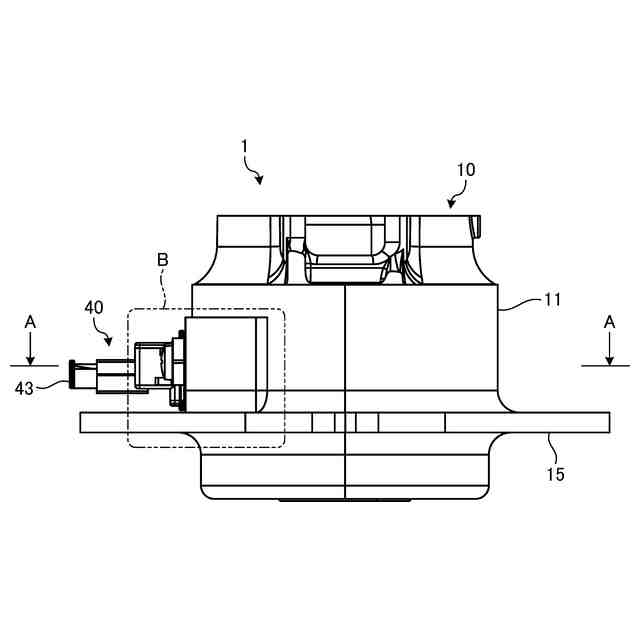
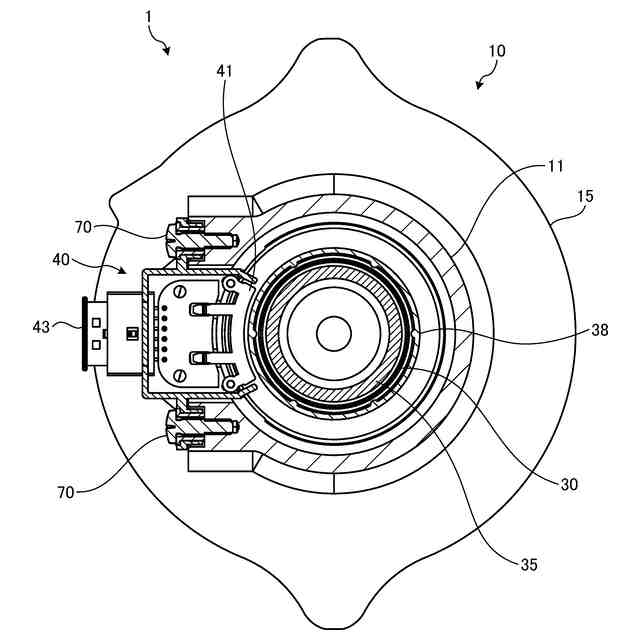
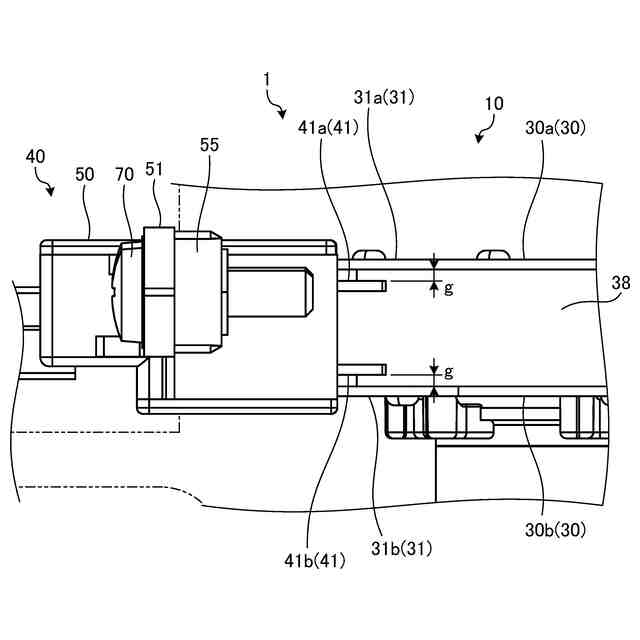
【解決手段】内側にステータ30が配置されるコラムハウジング10と、ステータ30の磁束の変化を検出するための集磁ヨーク41を備える集磁ヨークアッセンブリ40とを備えるトルクセンサ1であって、集磁ヨークアッセンブリ40は、集磁ヨーク41を保持するボディ50と、ボディ50から突出するフランジ51と、を有し、フランジ51には、ねじ部品70が通るねじ部品挿通孔52と、ねじ部品挿通孔52の周囲でフランジ51から突出する位置決め凸部55とが形成され、コラムハウジング10は、集磁ヨークアッセンブリ40が取り付けられるセンサ設置部20を有し、センサ設置部20には、位置決め凸部55が挿入され、位置決め凸部55の少なくとも一部が接触する位置決め凹部25と、位置決め凹部25の底部26に形成されねじ部品70が螺合する複数のねじ穴27とが形成される。
【選択図】図14
特許請求の範囲
【請求項1】
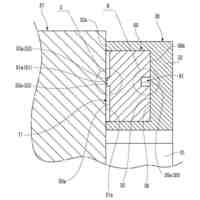
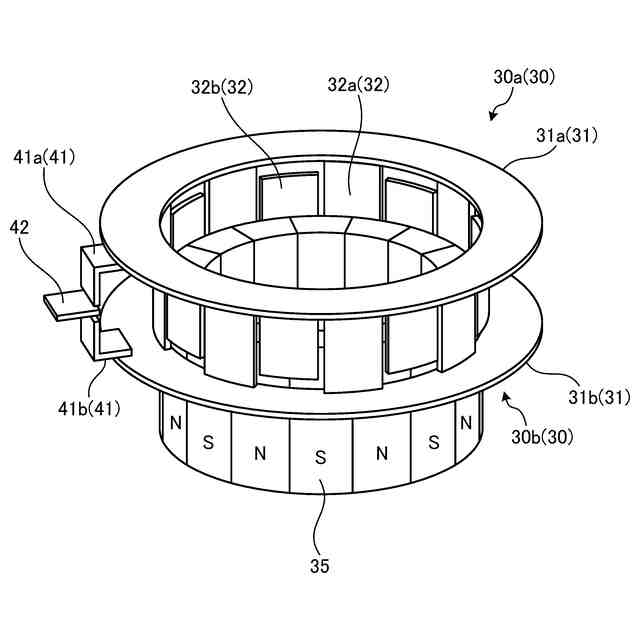
内側にステータが配置されるハウジングと、前記ステータに対向して配置された円筒状の磁石と、前記ステータと前記円筒状の磁石との相対的な位置変化に応じた磁束の変化を検出するための集磁ヨークを備える集磁ヨークアッセンブリとを備えるトルクセンサであって、
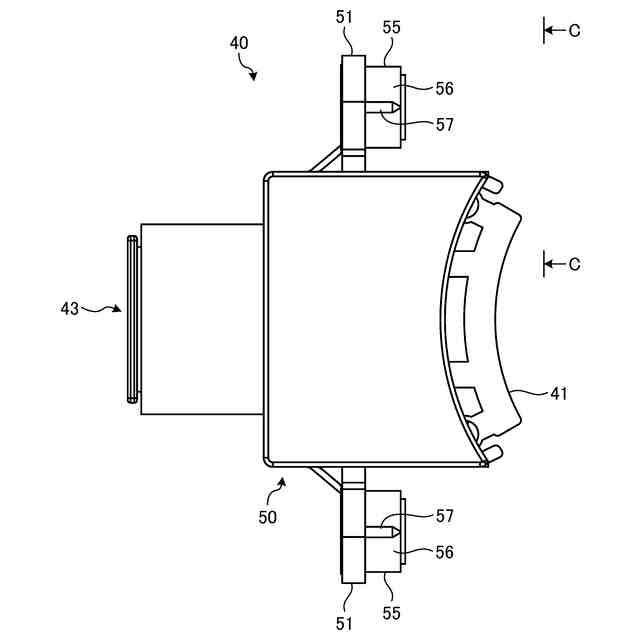
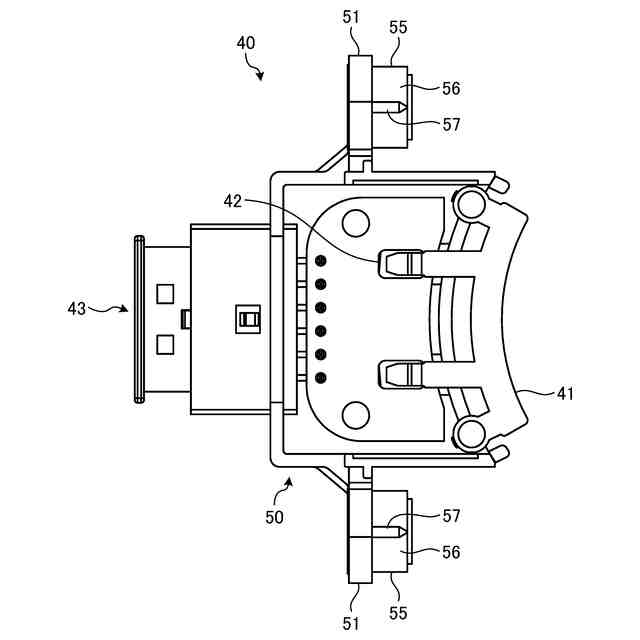
前記集磁ヨークアッセンブリは、前記集磁ヨークを露出しつつ保持するボディと、前記ボディから突出するフランジと、を有し、
前記フランジには、前記ハウジングへの前記集磁ヨークアッセンブリの取り付けに用いるねじ部品が通る複数のねじ部品挿通孔と、前記ねじ部品挿通孔の周囲にあり、且つ、前記フランジの前記ハウジングに取り付けられる側の面から突出する複数の位置決め凸部とが形成され、
前記ハウジングは、前記集磁ヨークアッセンブリが取り付けられるセンサ設置部を有し、
前記センサ設置部には、前記ボディから露出している前記集磁ヨークが前記ハウジングの外側から前記ハウジングの内側に挿入される筐体挿入孔と、前記センサ設置部から凹んで形成されて前記位置決め凸部が挿入され、前記位置決め凸部の少なくとも一部が接触する複数の位置決め凹部と、前記位置決め凹部の底部に形成され、前記フランジに形成される前記ねじ部品挿通孔を通った前記ねじ部品が螺合する複数のねじ穴とが形成されるトルクセンサ。
続きを表示(約 740 文字)
【請求項2】
前記位置決め凸部は、前記位置決め凹部に対して軽圧入される
請求項1に記載のトルクセンサ。
【請求項3】
前記位置決め凸部は、前記位置決め凹部に対する前記位置決め凸部の挿入方向に延びて前記位置決め凸部の外周面から突出する突起部を有する
請求項1または2に記載のトルクセンサ。
【請求項4】
前記突起部は、前記突起部の延在方向に見た場合における形状が円弧状の形状で形成される
請求項3に記載のトルクセンサ。
【請求項5】
前記突起部は、前記突起部の延在方向に見た場合における形状が矩形状の形状で形成される
請求項3に記載のトルクセンサ。
【請求項6】
前記突起部は、前記突起部の延在方向に見た場合にエッジ部を有する形状で形成される
請求項3に記載のトルクセンサ。
【請求項7】
前記突起部は、前記位置決め凸部同士で異なる数で配置される
請求項3から6のいずれか1項に記載のトルクセンサ。
【請求項8】
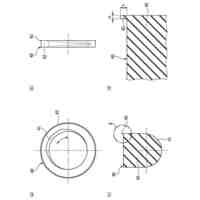
前記フランジには、略円筒形の形状で形成される金属ブッシュが配置され、
前記ねじ部品挿通孔は、前記金属ブッシュの内周面により形成される
請求項1から7のいずれか1項に記載のトルクセンサ。
【請求項9】
前記金属ブッシュの外周面には、凹凸が繰り返される凹凸部が形成される
請求項8に記載のトルクセンサ。
【請求項10】
前記金属ブッシュは、軸心方向に対して傾斜するスリットを有する
請求項8に記載のトルクセンサ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、トルクセンサ及びトルクセンサの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
回転体に加わるトルクを検出するトルクセンサとしては、様々な手法のものが存在するが、その一例として、磁気の変化を検出することによりトルクの検出を行うものがある。例えば、特許文献1に記載されたトルク検出装置は、複数の永久磁石と、永久磁石の外周りに配置される2つの磁性環と、これらの永久磁石及び磁性環からなる磁性回路形成部材を通る磁束を集める2つの集磁環と、集磁環が集めた磁束の磁気を検出する感磁素子とを有している。これにより、トルクの検出の対象となる回転体にトルクが作用することによって、永久磁石と磁性環との間で周方向の位置ずれが発生した際に、位置ずれに伴って2つの集磁環同士の間で発生する磁束の変化を感磁素子で検出し、回転体に加わるトルクの検出を行っている。
【先行技術文献】
【特許文献】
【0003】
特開2007-212198号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
トルクセンサの構造としては、製造のし易さや保守の行い易さ等に応じて様々なタイプのものがあり、例えば、磁性環や集磁環等のステータが配置される部品と、感磁素子等の集磁ヨークが配置される部品とを、ねじ部品を用いて連結するタイプのものがある。ステータが配置される部品と、集磁ヨークが配置される部品とを別々に組み立て、これらの部品をねじ部品を用いて連結する場合、これらを全て一体に形成する場合と比較して、製造の行い易さや保守の行い易さの点で利点がある。
【0005】
ここで、複数の部品をねじ部品によって連結する場合、ねじ部品と、ねじ部品が通る孔と間の隙間の分、双方の部品は組み立てを行った際の相対的な位置関係に、ばらつきが発生することが考えられる。一方、集磁ヨークによって磁束の変化を精度良く検出する際には、ステータと集磁ヨークとの相対的な位置関係が重要になる。このため、ステータが配置される部品と、集磁ヨークが配置される部品とをねじ部品を用いて連結する場合、ステータと集磁ヨークとの相対的な位置関係を高い精度で確保し難くなり、磁束の変化を集磁ヨークによって精度良く検出し難くなる虞がある。
【0006】
しかし、ステータと集磁ヨークとの位置決め精度を高めるために、これらが配置される部材に対して精度の高い加工を広い範囲で行うと、製造コストの増加に繋がってしまう。これらのため、製造コストを増加させることなく、ステータと集磁ヨークとの位置決め精度を高めるのは、大変困難なものとなっていた。
【0007】
本開示は、上記に鑑みてなされたものであって、製造コストの増加を抑えつつ、位置決め精度を向上させることのできるトルクセンサ及びトルクセンサの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示のトルクセンサは、内側にステータが配置されるハウジングと、前記ステータに対向して配置された円筒状の磁石と、前記ステータと前記円筒状の磁石との相対的な位置変化に応じた磁束の変化を検出するための集磁ヨークを備える集磁ヨークアッセンブリとを備えるトルクセンサであって、前記集磁ヨークアッセンブリは、前記集磁ヨークを露出しつつ保持するボディと、前記ボディから突出するフランジと、を有し、前記フランジには、前記ハウジングへの前記集磁ヨークアッセンブリの取り付けに用いるねじ部品が通る複数のねじ部品挿通孔と、前記ねじ部品挿通孔の周囲にあり、且つ、前記フランジの前記ハウジングに取り付けられる側の面から突出する複数の位置決め凸部とが形成され、前記ハウジングは、前記集磁ヨークアッセンブリが取り付けられるセンサ設置部を有し、前記センサ設置部には、前記ボディから露出している前記集磁ヨークが前記ハウジングの外側から前記ハウジングの内側に挿入される筐体挿入孔と、前記センサ設置部から凹んで形成されて前記位置決め凸部が挿入され、前記位置決め凸部の少なくとも一部が接触する複数の位置決め凹部と、前記位置決め凹部の底部に形成され、前記フランジに形成される前記ねじ部品挿通孔を通った前記ねじ部品が螺合する複数のねじ穴とが形成される。
【0009】
この構成によれば、位置決め凹部は、位置決め凸部が挿入されると共に位置決め凸部が挿入された際に位置決め凸部の少なくとも一部が接触するように構成されており、ねじ穴は、ねじ部品挿通孔を通ったねじ部品が螺合するようになっている。これにより、集磁ヨークアッセンブリをねじ部品によってコラムハウジングに取り付けるトルクセンサにおいて、ステータと集磁ヨークとの位置決め精度を高めるための精度の高い加工を広い範囲で行うことなく、位置決め凸部55と位置決め凹部のみで、位置決め精度を高めることができる。この結果、製造コストの増加を抑えつつ、位置決め精度を向上させることができる。
【0010】
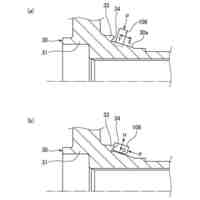
望ましい形態として、前記位置決め凸部は、前記位置決め凹部に対して軽圧入される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
ボールねじ
1日前
日本精工株式会社
リニアガイド
9日前
日本精工株式会社
ボールねじ装置
3日前
日本精工株式会社
ハブユニット軸受
7日前
日本精工株式会社
ステアリング装置
13日前
日本精工株式会社
ハブユニット軸受
1日前
日本精工株式会社
ステアリング装置
2日前
日本精工株式会社
ステアリング装置
2日前
日本精工株式会社
ハブユニット軸受
2日前
日本精工株式会社
車輪駆動ユニット
9日前
日本精工株式会社
電動アクチュエータ
今日
日本精工株式会社
密封装置付き軸受ユニット
1日前
日本精工株式会社
電動パワーステアリング装置
10日前
日本精工株式会社
トルクセンサ及び車両操向装置
1日前
日本精工株式会社
車輪支持用円錐ころ軸受ユニットの製造方法
13日前
日本精工株式会社
転動装置の診断方法、診断装置、およびプログラム
7日前
日本精工株式会社
トルクセンサ、車両操向装置及びトルクセンサの製造方法
1日前
日本精工株式会社
ステアリング装置、および、ハウジングとフレームとの結合構造
13日前
日本精工株式会社
アクチュエータ、アクチュエータの振れ測定機構、並びにアクチュエータの振れ測定方法
7日前
個人
健康状態検査材
3日前
株式会社CCT
表示装置
2日前
株式会社SUBARU
車両
10日前
ニデック株式会社
検出装置
9日前
株式会社トプコン
測量装置
8日前
株式会社トプコン
測定装置
9日前
株式会社トプコン
測量装置
8日前
株式会社SUBARU
車両
10日前
日本精機株式会社
車両用表示装置
9日前
株式会社トプコン
植物センサ
16日前
株式会社トプコン
植物センサ
16日前
個人
コンベックスルール用測定部品
1日前
本多電子株式会社
超音波流量計
20日前
株式会社XMAT
点検システム
10日前
本多電子株式会社
水中探知装置
9日前
トヨタ自動車株式会社
給水治具
今日
大和製衡株式会社
計量装置
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ