TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024063254
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2024038837,2020207559
出願日
2024-03-13,2020-12-15
発明の名称
燃料電池用のセパレータ及びその製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
H01M
8/0286 20160101AFI20240501BHJP(基本的電気素子)
要約
【課題】接着剤を用いることなく、セパレータ本体の表面に対するガスケットの接着力を高める。
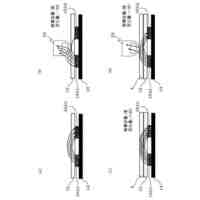
【解決手段】燃料電池用のセパレータの製造方法は、セパレータ本体の表面に粗面化領域を形成する粗面化工程と、セパレータ本体の表面にガスケットを成形する成形工程とを備える。成形工程では、粗面化領域の少なくとも一部を含む範囲に、ガスケットが成形される。
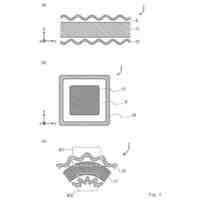
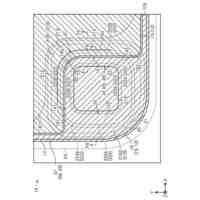
【選択図】図6
特許請求の範囲
【請求項1】
燃料電池用のセパレータの製造方法であって、
セパレータ本体の表面に粗面化領域を形成する粗面化工程と、
前記セパレータ本体の前記表面にガスケットを成形する成形工程と、
を備え、
前記成形工程では、前記粗面化領域の少なくとも一部を含む範囲に、前記ガスケットが成形される、セパレータの製造方法。
続きを表示(約 930 文字)
【請求項2】
前記粗面化領域の算術平均高さ(Sa)は、0.1μmから2.5μmの範囲内である、請求項1に記載のセパレータの製造方法。
【請求項3】
前記粗面化領域の算術平均高さ(Sa)は、0.5μmから1.5μmの範囲内である、請求項1に記載のセパレータの製造方法。
【請求項4】
前記粗面化工程では、前記セパレータ本体の前記表面に沿って、前記粗面化領域を環状に形成し、
前記成形工程では、環状に延びる前記粗面化領域に沿って、前記ガスケットを環状に成形する、請求項1から3のいずれか一項に記載のセパレータの製造方法。
【請求項5】
前記セパレータ本体は、貫通孔を有しており、
前記粗面化工程では、前記粗面化領域が前記貫通孔を取り囲むように、前記粗面化領域を環状に形成する、請求項4に記載のセパレータの製造方法。
【請求項6】
環状に延びる前記粗面化領域の内側縁は、環状に延びる前記ガスケットの内側縁よりも外側に位置する、請求項4又は5に記載のセパレータの製造方法。
【請求項7】
環状に延びる前記粗面化領域の前記内側縁は、環状に延びる前記ガスケットの前記内側縁と外側縁との間の中心よりも外側に位置する、請求項6に記載のセパレータの製造方法。
【請求項8】
前記粗面化工程は、前記セパレータ本体の前記表面にレーザを照射する工程を含む、請求項1から7のいずれか一項に記載のセパレータの製造方法。
【請求項9】
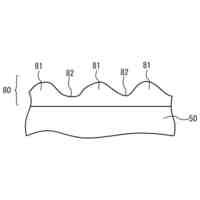
前記粗面化工程は、前記セパレータ本体の前記表面に第1の粗面度を与える処理を実施する第1粗面化工程と、前記第1の粗面度が与らえた領域に、前記第1の粗面度よりも小さい第2の粗面度を与える処理を実施する第2粗面化工程とを含む、請求項1から8のいずれか一項に記載のセパレータの製造方法。
【請求項10】
前記第1の粗面度を与える処理は、エッチング処理又はブラスト処理であり、
前記第2の粗面度を与える処理は、レーザ照射処理である、請求項9に記載のセパレータの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書が開示する技術は、燃料電池用のセパレータ及びその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
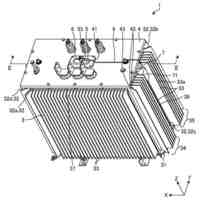
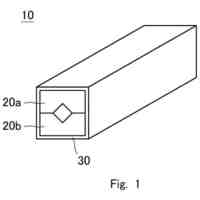
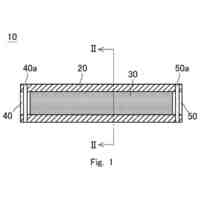
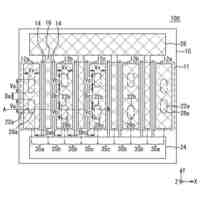
燃料電池は、複数の燃料電池セルが積層されて構成されている。各々の燃料電池セルは、一対のセパレータ(即ち、アノード側セパレータとカソード側セパレータ)と、膜電極接合体(MEA:Membrane Electrode Assembly)と、アノード側ガス拡散層と、カソード側ガス拡散層とを備える。MEAは、アノード側ガス拡散層及びカソード側ガス拡散層と一体に成形されて、膜電極ガス拡散層接合体(MEGA:Membrane Electrode and Gas Diffusion Layer Assembly)として用意されることもある。この場合、MEGAを一対のセパレータの間に配置することで、燃料電池セルを構成することができる。
【0003】
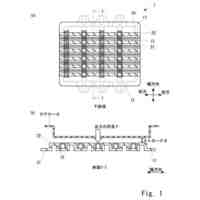
セパレータには、アノードガス、カソードガス及び冷却媒体といった、流体を供給及び排出するための供給孔及び排出孔が設けられている。これらの供給孔及び排出孔は、複数の燃料電池セルが積層されたときに、一連に連結されて連結流路を形成する。そして、各燃料電池セルでは、前述した各種の流体が連結流路から供給され、あるいは連結流路へ排出される。各々のセパレータには、供給孔又は排出孔を取り囲むようにガスケットが設けられており、連結流路から流体が漏洩することが防止される。
【0004】
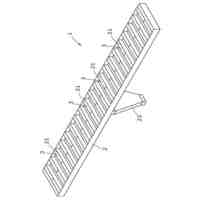
特許文献1に、ガスケットを有するセパレータが記載されている。このセパレータでは、供給孔や排出孔を有するセパレータ本体の表面に、環状のガスケットが設けられている。
【先行技術文献】
【特許文献】
【0005】
特開2017-117638号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
燃料電池の作動中は、流体が流路を通して供給及び排出されるため、流路内の圧力が上昇する。このとき、ガスケットが流路内の圧力に耐えられず、セパレータ本体からガスケットが剥離すれば、連結流路から流体が漏洩するおそれがある。ガスケットの剥離を抑制するためには、接着剤を用いて、セパレータ本体の表面にガスケットを強く接着することが考えられる。しかしながら、接着剤の塗布及びその後の焼付け等といった付加的な工程が必要になるうえ、接着剤が溶出及び揮発することによって、MEAの電解質膜が損傷を受けるおそれがある。従って、接着剤を用いることなく、セパレータ本体の表面とガスケットとを強く接着し得る技術が求められている。
【0007】
上記の実情を鑑み、本明細書は、接着剤を用いることなく、セパレータ本体の表面に対するガスケットの接着力を高めることのできる技術を提供する。
【課題を解決するための手段】
【0008】
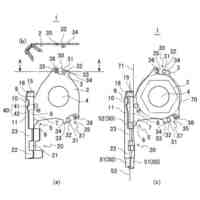
本明細書が開示する技術は、燃料電池用のセパレータの製造方法に具現化される。この製造方法は、セパレータ本体の表面に粗面化領域を形成する粗面化工程と、前記セパレータ本体の前記表面にガスケットを成形する成形工程とを備える。前記成形工程では、前記粗面化領域の少なくとも一部を含む範囲に、前記ガスケットが成形される。
【0009】
上記した製造方法では、セパレータ本体の表面に形成された粗面化領域上に、ガスケットが成形される。このような製造方法によると、粗面化領域の微細な凹凸にガスケットが入り込んで硬化するため、いわゆるアンカー効果によって、セパレータ本体とガスケットとが強固に結合する。従って、接着剤を用いることなく、セパレータ本体の表面に対するガスケットの接着力を高めることができる。
【0010】
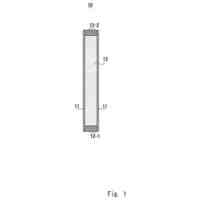
本明細書が開示する技術は、燃料電池用のセパレータにも具現化される。このセパレータは、セパレータ本体と、前記セパレータ本体の表面に設けられたガスケットとを備える。前記セパレータ本体の表面は、粗面化領域を有し、前記ガスケットの少なくとも一部は、前記粗面化領域上に位置している。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社コロナ
操作装置
4日前
HOYA株式会社
光源装置
3日前
トヨタ自動車株式会社
電池
24日前
電気興業株式会社
反射板装置
24日前
トヨタ自動車株式会社
コイル
14日前
太陽誘電株式会社
全固体電池
2日前
三菱電機株式会社
静止誘導器
22日前
太陽誘電株式会社
全固体電池
22日前
富士電機株式会社
半導体装置
9日前
大日本印刷株式会社
流路部材
11日前
太陽誘電株式会社
全固体電池
17日前
株式会社GSユアサ
蓄電装置
18日前
中国電力株式会社
直線スリーブ
16日前
東レ株式会社
固体電解質用補強シート
18日前
トヨタ自動車株式会社
コイル線
14日前
株式会社村田製作所
コイル部品
23日前
トヨタ自動車株式会社
コイル線
14日前
トヨタ自動車株式会社
コイル線
14日前
ローム株式会社
半導体装置
14日前
住友電気工業株式会社
半導体装置
15日前
日本無線株式会社
レーダアンテナ
11日前
個人
組み合わせアース端子
9日前
ローム株式会社
半導体装置
18日前
トヨタ自動車株式会社
収容ケース
15日前
ヒロセ電機株式会社
電気コネクタ
17日前
ローム株式会社
半導体装置
21日前
ヒロセ電機株式会社
電気コネクタ
17日前
株式会社村田製作所
インダクタ部品
24日前
株式会社村田製作所
インダクタ部品
24日前
矢崎総業株式会社
端子
23日前
富士電機株式会社
半導体装置
9日前
レボックス株式会社
光源装置
今日
富士電機株式会社
半導体装置
9日前
株式会社村田製作所
インダクタ部品
29日前
株式会社村田製作所
インダクタ部品
29日前
株式会社ノーリツ
燃料電池ユニット
8日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ